
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
12 jan. 1935
BERGSVETENSKAP
23,
Det har varit intressant att följa de första
försöken med dessa pressverktyg av lättmetall, då det
var fråga om att fastställa, vilket antal arbetsstycken
som kunde framställas med dem. Erfarenheten har
visat, att verktygen kunna motstå ett stort antal
pressningar och detta ej blott vid en enkel bockning
av materialet utan lika väl vid dragpressning.
Sålunda kan man med en rektangulär dyna göra ca
200 arbetsstycken utan någon justering och detta
trots att materialet i hörnen har en draghöj d av
20 mm med ungefär samma radie (fig. 1).
Vid formgivning av mycket komplicerade
arbetsstycken är det alltid framställningen av
pressverktygen som vållar de största svårigheterna. Ett
försök har gjorts att gjuta bly på de arbetande delarna
av dynan i ändamål att erhålla ett förstklassigt
avtryck av stämpeln, som gjutes på vanligt sätt. Ett
verktyg, utfört enligt dessa principer, tillåter
framställning av mycket besvärliga arbetsstycken med
mer än 2 m längd och med en rätt utpräglad kontur
åt båda sidor. Verktyget, som har dimensionerna
800 X 300 X 350 mm, bearbetar arbetsstycket i flera
slag med en matning av 300 à 400 mm pr slag. Dessa
verktygs hållbarhet har varit utmärkt. Trots ett
tryck av 180 ton kräves en omgjutning av blyet
först efter pressning av 80 arbetsstycken, härdade
i luft och med en tjocklek varierande mellan 2 och
3 mm (fig. 2).
Beträffande dragpressning i egentlig mening av
duralumin har tidigare sagts, att denna är intimt
beroende av värmebehandlingen. Så ofta det är
möjligt att använda metallen i normaltillståndet bör
man även göra detta. Men tyvärr är detta ej
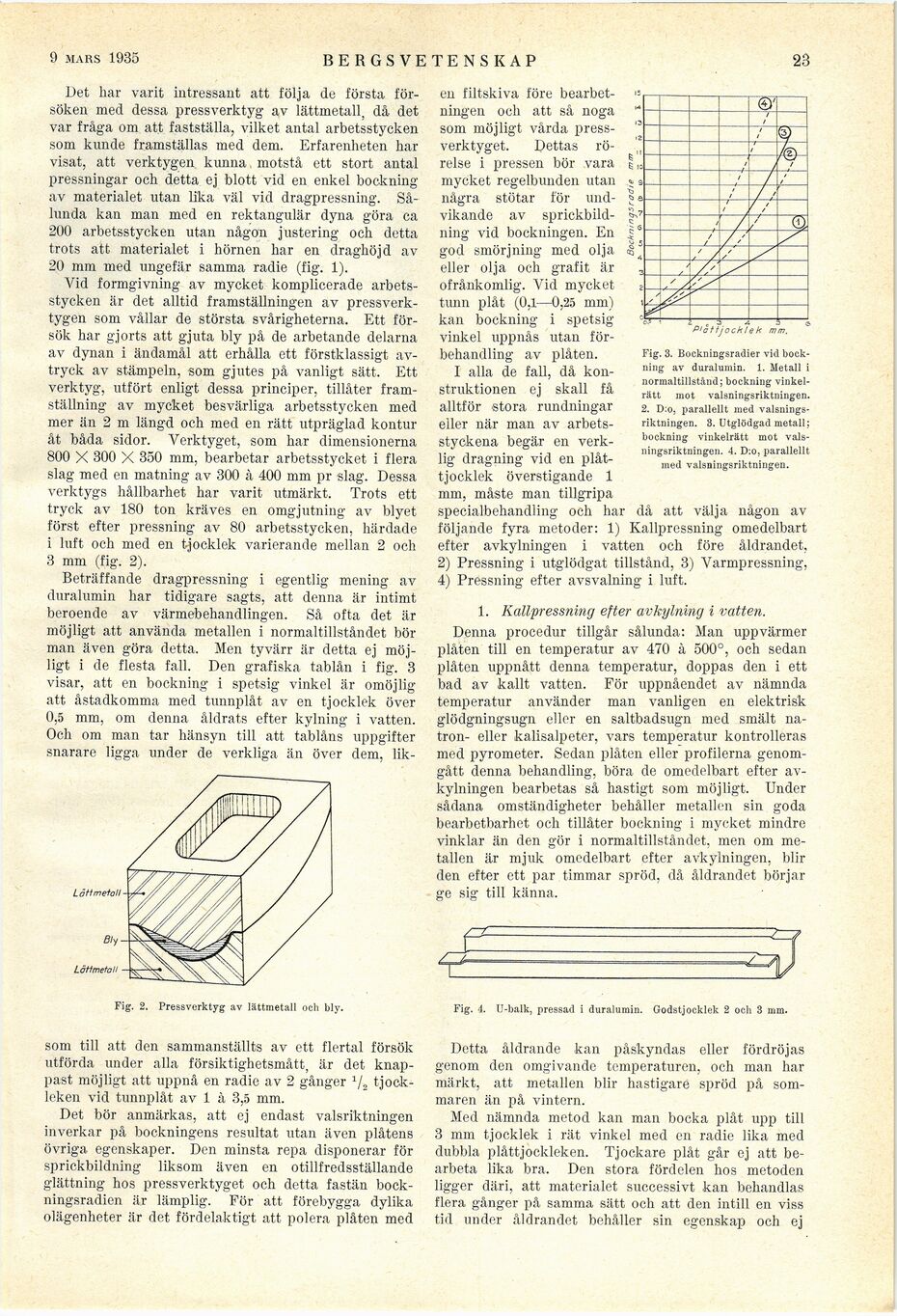
möjligt i de flesta fall. Den grafiska tablån i fig. 3
visar, att en bockning i spetsig vinkel är omöjlig
att åstadkomma med tunnplåt av en tjocklek över
0,5 mm, om denna åldrats efter kylning i vatten.
Och om man tar hänsyn till att tablåns uppgifter
snarare ligga under de verkliga än över dem, lik-
Lå tf meton
Bly
Låttmetaii
Fig. 2. Pressverktyg av lättmetall och bly.
en filtskiva före
bearbetningen och att så noga
som möjligt vårda
pressverktyget. Dettas
rörelse i pressen bör vara
mycket regelbunden utan
några stötar för
undvikande av
sprickbildning vid bockningen. En
god smörjning med olja
eller olja och grafit är
ofrånkomlig. Vid mycket
tunn plåt (0,1—0,25 mm)
kan bockning i spetsig
vinkel uppnås utan
förbehandling av plåten.
I alla de fall, då
konstruktionen ej skall få
alltför stora rundningar
eller när man av
arbets-styckena begär en
verklig dragning vid en
plåttjocklek överstigande 1
mm, måste man tillgripa
specialbehandling och har då att välja någon av
följande fyra metoder: 1) Kallpressning omedelbart
efter avkylningen i vatten och före åldrandet,
2) Pressning i utglödgat tillstånd, 3) Varmpressning,
4) Pressning efter avsvalning i luft.
1. Kall-pressning efter avkylning i vatten.
Denna procedur tillgår sålunda: Man uppvärmer
plåten till en temperatur av 470 à 500°, och sedan
plåten uppnått denna temperatur, doppas den i ett
bad av kallt vatten. För uppnåendet av nämnda
temperatur använder man vanligen en elektrisk
glödgningsugn eller en saltbadsugn med smält
natron- eller kalisalpeter, vars temperatur kontrolleras
med pyrometer. Sedan plåten eller profilerna
genomgått denna behandling, böra de omedelbart efter
avkylningen bearbetas så hastigt som möjligt. Under
sådana omständigheter behåller metallen sin goda
bearbetbarhet och tillåter bockning i mycket mindre
vinklar än den gör i normaltillståndet, men om
metallen är mjuk omedelbart efter avkylningen, blir
den efter ett par timmar spröd, då åldrandet börjar
ge sig till känna.
Fig. 4. U-balkj pressad i duralumin. Godstjocklek 2 och 3 mm.
P’ottjocklek mm.
Fig. 3. Bockningsradier vid
bockning av duralumin. 1. Metall i
normaltillstånd; bockning
vinkelrätt mot valsningsriktningen.
2. D:o, parallellt med
valsningsriktningen. 3. Utglödgad metall;
bockning vinkelrätt mot
valsningsriktningen. 4. D:o, parallellt
med valsningsriktningen.
som till att den sammanställts av ett flertal försök
utförda under alla försiktighetsmått, är det
knappast möjligt att uppnå en radie av 2 gånger V»
tjockleken vid tunnplåt av 1 à 3,5 mm.
Det bör anmärkas, att ej endast valsriktningen
inverkar på bockningens resultat utan även plåtens
övriga egenskaper. Den minsta repa disponerar för
sprickbildning liksom även en otillfredsställande
glättning hos pressverktyget och detta fastän
bock-ningsradien är lämplig. För att förebygga dylika
olägenheter är det fördelaktigt att polera plåten med
Detta åldrande kan påskyndas eller fördröjas
genom den omgivande temperaturen, och man har
märkt, att metallen blir hastigare spröd på
sommaren än på vintern.
Med nämnda metod kan man bocka plåt upp till
3 mm tjocklek i rät vinkel med en radie lika med
dubbla plåttjockleken. Tjockare plåt går ej att
bearbeta lika bra. Den stora fördelen hos metoden
ligger däri, att materialet successivt kan behandlas
flera gånger på samma sätt och att den intill en viss
tid under åldrandet behåller sin egenskap och ej
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}