
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
8 JUNI 1935
BERGSVETENSKAP
43
WC, men vid smältningen avskiljes överskottet över
4,4 %, vilket åtminstone delvis förgasas men delvis
finnes kvar vid smältans stelnande som grafit. På
grund av den liöga temperaturen vid stelnandet sker
T
3200
3000
2800
2600
2<†00
2200
Fig. 1. Tillståndsdiagrammet för systemet volfram-koi
enl. Sykes\
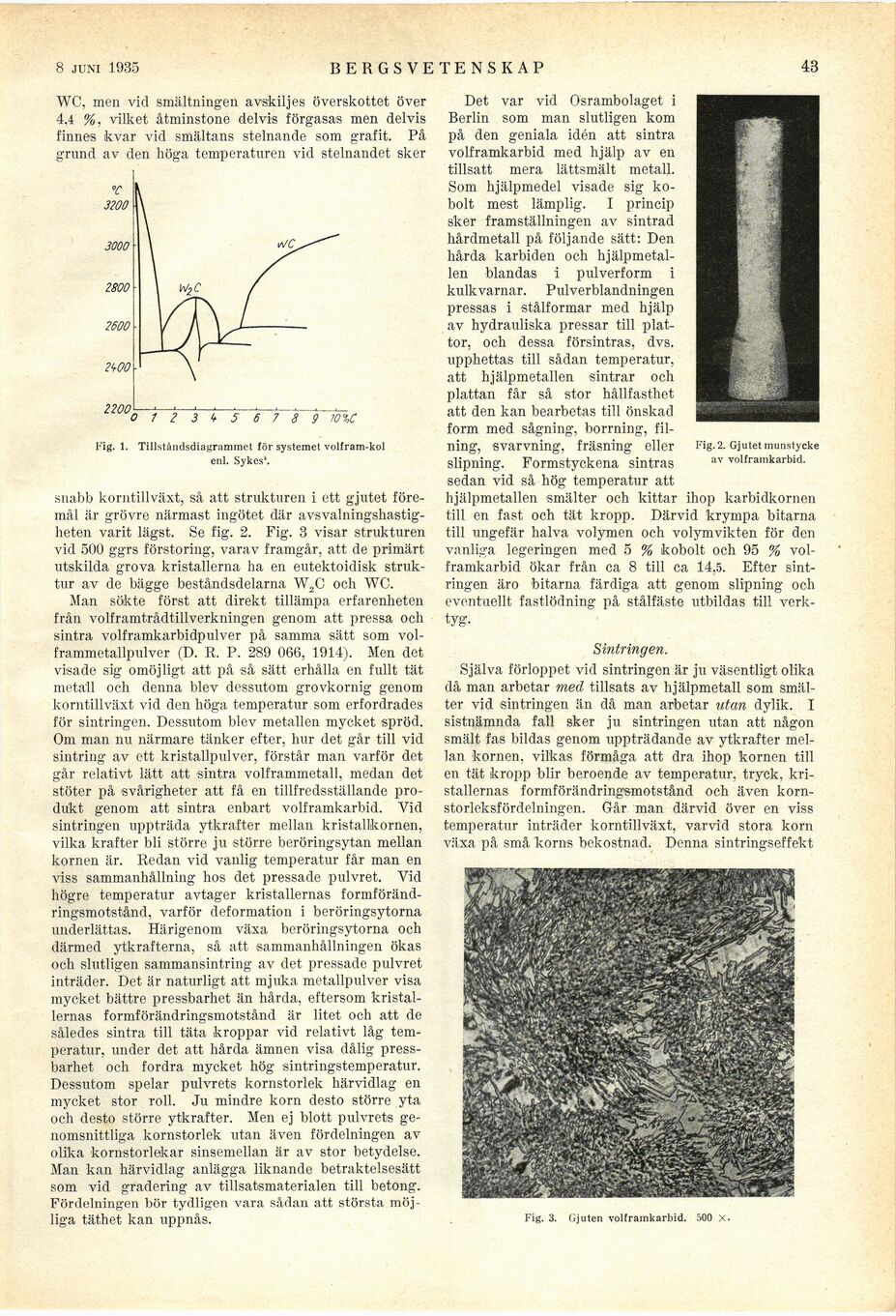
snabb korntillväxt, så att strukturen i ett gjutet
föremål är grövre närmast ingötet där
avsvalningshastigheten varit lägst. Se fig. 2. Fig. 3 visar strukturen
vid 500 ggrs förstoring, varav framgår, att de primärt
utskilda grova kristallerna ha en eutektoidisk
struktur av de bägge beståndsdelarna W„C och WC.
Man sökte först att direkt tillämpa erfarenheten
från volframtrådtillverkningen genom att pressa och
sintra volframkarbidpulver på samma sätt som
vol-frammetallpulver (D. R. P. 289 066, 1914). Men det
visade sig omöjligt att på så sätt erhålla en fullt tät
metall och denna blev dessutom grovkornig genom
korntillväxt vid den höga temperatur som erfordrades
för sintringen. Dessutom blev metallen mycket spröd.
Om man nu närmare tänker efter, hur det går till vid
sintriiig av ett kristallpulver, förstår man varför det
går relativt lätt att sintra volframmetall, medan det
stöter på svårigheter att få en tillfredsställande
produkt genom att sintra enbart volframkarbid. Vid
sintringen uppträda ytkrafter mellan kristallkornen,
vilka krafter bli större ju större beröringsytan mellan
kornen är. Redan vid vanlig temperatur får man en
viss sammanhållning hos det pressade pulvret. Vid
högre temperatur avtager kristallernas
formförändringsmotstånd, varför deformation i beröringsytorna
underlättas. Härigenom växa beröringsytorna och
därmed ytkrafterna, så att sammanhållningen ökas
och slutligen sammansintring av det pressade pulvret
inträder. Det är naturligt att mjuka metallpulver visa
mycket bättre pressbarhet än hårda, eftersom
kristallernas formförändringsmotstånd är litet och att de
således sintra till täta kroppar vid relativt låg
temperatur, under det att hårda ämnen visa dålig
pressbarhet och fordra mycket hög sintringstemperatur.
Dessutom spelar pulvrets kornstorlek härvidlag en
mycket stor roll. Ju mindre korn desto större yta
och desto större ytkrafter. Men ej blott pulvrets
genomsnittliga kornstorlek utan även fördelningen av
olika kornstorlekar sinsemellan är av stor betydelse.
Man kan härvidlag anlägga liknande betraktelsesätt
som vid gradering av tillsatsmaterialen till betong.
Fördelningen bör tydligen vara sådan att största
möjliga täthet kan uppnås.
Fig. 2. Gjutet munstycke
av volframkarbid.
Det var vid Osrambolaget i
Berlin som man slutligen kom
på den geniala idén att sintra
volframkarbid med hjälp av en
tillsatt mera lättsmält metall.
Som hjälpmedel visade sig
kobolt mest lämplig. I princip
sker framställningen av sintrad
hårdmetall på följande sätt: Den
hårda karbiden och
hjälpmetal-len blandas i pulverform i
kulkvarnar. Pulverblandningen
pressas i stålformar med hjälp
av hydrauliska pressar till
plattor, och dessa försintras, dvs.
upphettas till sådan temperatur,
att hjälpmetallen sintrar och
plattan får så stor hållfasthet
att den kan bearbetas till önskad
form med sågning, borrning,
filning, svarvning, fräsning eller
slipning. Formstyckena sintras
sedan vid så hög temperatur att
hjälpmetallen smälter och kittar ihop karbidkornen
till en fast och tät kropp. Därvid krympa bitarna
till ungefär halva volymen och volymvikten för den
vanliga legeringen med 5 % kobolt och 95 %
volframkarbid ökar från ca 8 till ca 14,5. Efter
sintringen äro bitarna färdiga att genom slipning och
eventuellt fastlödning på stålfäste utbildas till
verktyg-
Sintringen.
Själva förloppet vid sintringen är ju väsentligt olika
då man arbetar med tillsats av hjälpmetall som
smälter vid sintringen än då man arbetar utan dylik. I
sistnämnda fall sker ju sintringen utan att någon
smält fas bildas genom uppträdande av ytkrafter
mellan kornen, vilkas förmåga att dra ihop kornen till
en tät kropp blir beroende av temperatur, tryck,
kristallernas formförändringsmotstånd och även
korn-storleksfördelningen. Går man därvid över en viss
temperatur inträder korntillväxt, varvid stora korn
växa på små korns bekostnad. Denna sintringseffekt
MHB
Fig. 3. Gjuten volframkarbid. 500 X.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}