
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
•4
TEKNISK TIDSKRIFT
20 april 1935
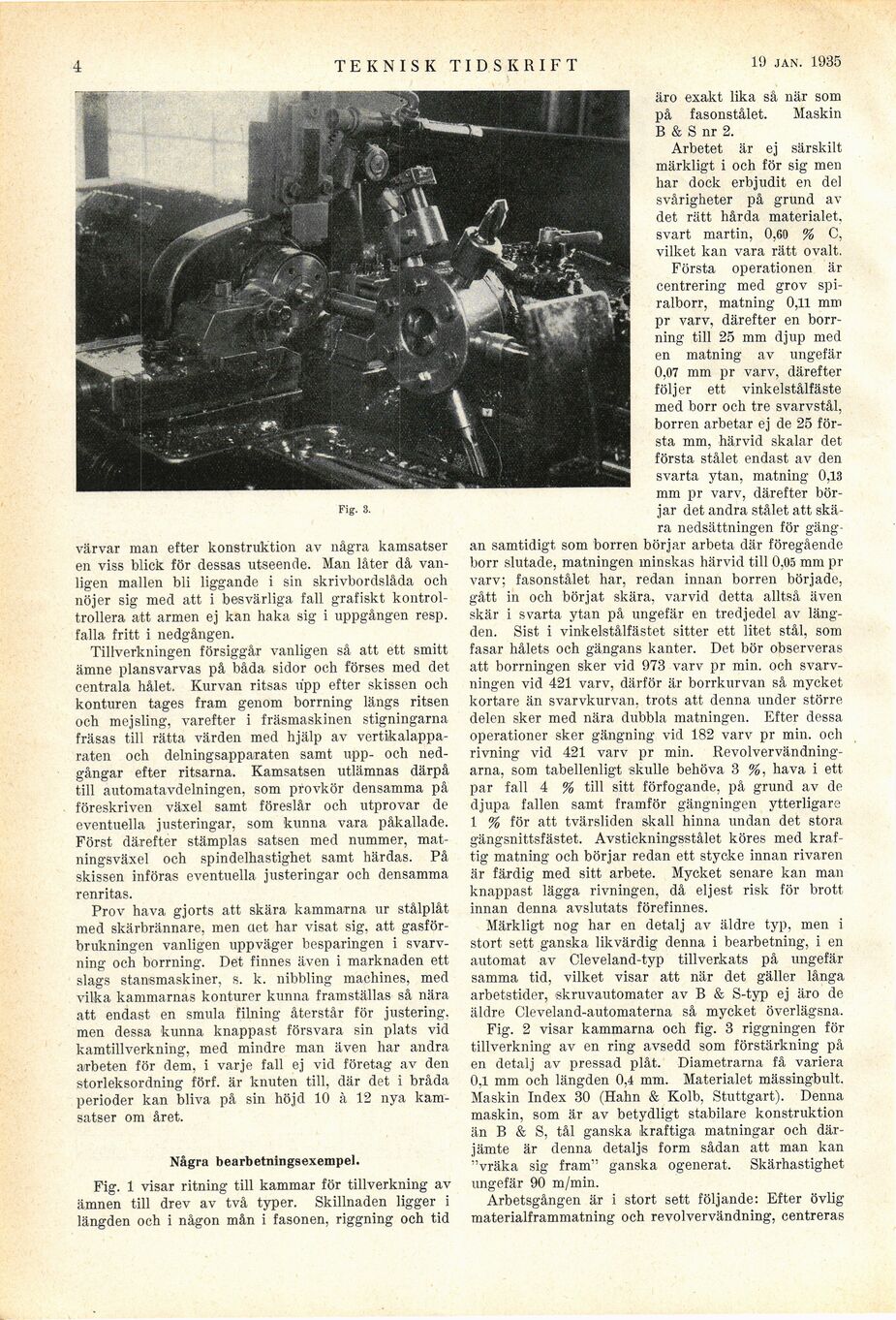
Fig. 3.
värvar man efter konstruktion av några kamsatser
en viss blick för dessas utseende. Man låter då
vanligen mallen bli liggande i sin skrivbordslåda och
nöjer sig med att i besvärliga fall grafiskt
kontrol-trollera att armen ej kan haka sig i uppgången resp.
falla fritt i nedgången.
Tillverkningen försiggår vanligen så att ett smitt
ämne plansvarvas på båda sidor och förses med det
centrala hålet. Kurvan ritsas upp efter skissen och
konturen tages fram genom borrning längs ritsen
och mejsling, varefter i fräsmaskinen stigningarna
fräsas till rätta värden med hjälp av
vertikalapparaten och delningsapparaten samt upp- och
nedgångar efter ritsarna. Kamsatsen utlämnas därpå
till automatavdelningen, som provkör densamma på
föreskriven växel samt föreslår och utprovar de
eventuella justeringar, som kunna vara påkallade.
Först därefter stämplas satsen med nummer,
matningsväxel och spindelhastighet samt härdas. På
skissen införas eventuella justeringar och densamma
renritas.
Prov hava gjorts att skära kammarna ur stålplåt
med skärbrännare, men üet har visat sig, att
gasförbrukningen vanligen uppväger besparingen i
svarvning och borrning. Det finnes även i marknaden ett
slags stansmaskiner, s. k. nibbling machines, med
vilka kammarnas konturer kunna framställas så nära
att endast en smula filning återstår för justering,
men dessa kunna knappast försvara sin plats vid
kamtillverkning, med mindre man även har andra
arbeten för dem, i varje fall ej vid företag av den
storleksordning förf. är knuten till, där det i bråda
perioder kan bliva på sin höjd 10 à 12 nya
kamsatser om året.
Några bearbetningsexempel.
Fig. 1 visar ritning till kammar för tillverkning av
ämnen till drev av två typer. Skillnaden ligger i
längden och i någon mån i fasonen, riggning och tid
äro exakt lika så när som
på fasonstålet. Maskin
B & S nr 2.
Arbetet är ej särskilt
märkligt i och för sig men
har dock erbjudit en del
svårigheter på grund av
det rätt hårda materialet,
svart martin, 0,60 % C,
vilket kan vara rätt ovalt.
Första operationen är
centrering med grov
spiralborr, matning 0,11 mm
pr varv, därefter en
borrning till 25 mm djup med
en matning av ungefär
0,07 mm pr varv, därefter
följer ett vinkelstålfäste
med borr och tre svarvstål,
borren arbetar ej de 25
första mm, härvid skalar det
första stålet endast av den
svarta ytan, matning 0,13
mm pr varv, därefter
börjar det andra stålet att
skära nedsättningen för
gängan samtidigt som borren börjar arbeta där föregående
borr slutade, matningen minskas härvid till 0,05 mm pr
varv; fasonstålet har, redan innan borren började,
gått in och börjat skära, varvid detta alltså även
skär i svarta ytan på ungefär en tredjedel av
längden. Sist i vinkelstålfästet sitter ett litet stål, som
fasar hålets och gängans kanter. Det bör observeras
att borrningen sker vid 973 varv pr min. och
svalningen vid 421 varv, därför är borrkurvan så mycket
kortare än svarvkurvan, trots att denna under större
delen sker med nära dubbla matningen. Efter dessa
operationer sker gängning vid 182 varv pr min. och
rivning vid 421 varv pr min.
Revolvervändningarna, som tabellenligt skulle behöva 3 %, hava i ett
par fall 4 % till sitt förfogande, på grund av de
djupa fallen samt framför gängningen ytterligare
1 % för att tvärsliden skall hinna undan det stora
gängsnittsfästet. Avstickningsstålet köres med
kraftig matning och börjar redan ett stycke innan rivaren
är färdig med sitt arbete. Mycket senare kan man
knappast lägga rivningen, då eljest risk för brott
innan denna avslutats förefinnes.
Märkligt nog har en detalj av äldre typ, men i
stort sett ganska likvärdig denna i bearbetning, i en
automat av Cleveland-typ tillverkats på ungefär
samma tid, vilket visar att när det gäller långa
arbetstider, skruvautomater av B & S-typ ej äro de
äldre Cleveland-automaterna så mycket överlägsna.
Fig. 2 visar kammarna och fig. 3 riggningen för
tillverkning av en ring avsedd som förstärkning på
en detalj av pressad plåt. Diametrarna få variera
0,1 mm och längden 0,4 mm. Materialet mässingbult.
Maskin Index 30 (Hahn & Kolb, Stuttgart). Denna
maskin, som är av betydligt stabilare konstruktion
än B & S, tål ganska kraftiga matningar och
därjämte är denna detaljs form sådan att man kan
"vräka sig fram" ganska ogenerat. Skärhastighet
ungefär 90 m/min.
Arbetsgången är i stort sett följande: Efter övlig
materialframmatning och revolvervändning, centreras
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}