
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
21 sept. 1935
MEKANIK
107
att stålet blir så att säga friskärande och spånen
glider över spånytan vid minsta friktion (se fig. 2).
Man kan som kylmedel använda lösliga kylvätskor
i likhet med sådana för annan metallbearbetning,
isynnerhet vid borrning, fräsning och sågning. Lika
delar fotogen och tran lämna i vissa fall ett gott
resultat och en bättre yta. För grova skär och låg
skärhastighet samt vid gängning och automatarbeten
är tran lämpligt.
Skärverktygens form, i allmänhet, närmar sig, i
ganska utpräglad grad, sådana för träbearbetning.
Detta gäller särskilt för skärverktyg av snabbstål
för svarvning och fräsning. Man strävar således
efter att hålla kilvinkeln ß (se fig. 3 a) så liten som
möjligt och i konsekvens härtill spånvinkeln y så
stor som möjligt. Man kan naturligtvis icke gå hur
långt som helst i denna riktning, gränsen ligger
givetvis vid skärets motståndsförmåga mot de på
detsamma, i olika riktningar, verkande krafterna.
Svarvstålen. Det är icke meningen att här gå in
på en ingående analys över skälen för utformandet
av skärverktygen på ena eller andra sättet. Jag vill
endast visa en del utprovade, typiska skärformer,
som kunna tjäna som ledning och underlag för
bearbetningsteknikern. Denne kan, när han känner
principerna för skärstålens utformning, själv med
gott resultat arbeta vidare på deras fullkomning och
anpassning efter särskilda, individuella fall.
Fig. 3 a—b visar skärstålets utformning och de
olika skärvinklarnas beteckning enligt D.
I.-normerna, för bearbetning av stål, gjutjärn och andra
tunga metaller överhuvudtaget. Skärverktygen för
lättmetaller utformas i stort sett efter samma
principer, dock med den skillnad, som nyss påpekats,
nämligen att ß göres så liten som möjligt för att
minska skärmotståndet och att y blir så stor som
möjligt för att underlätta spånens avflytande.
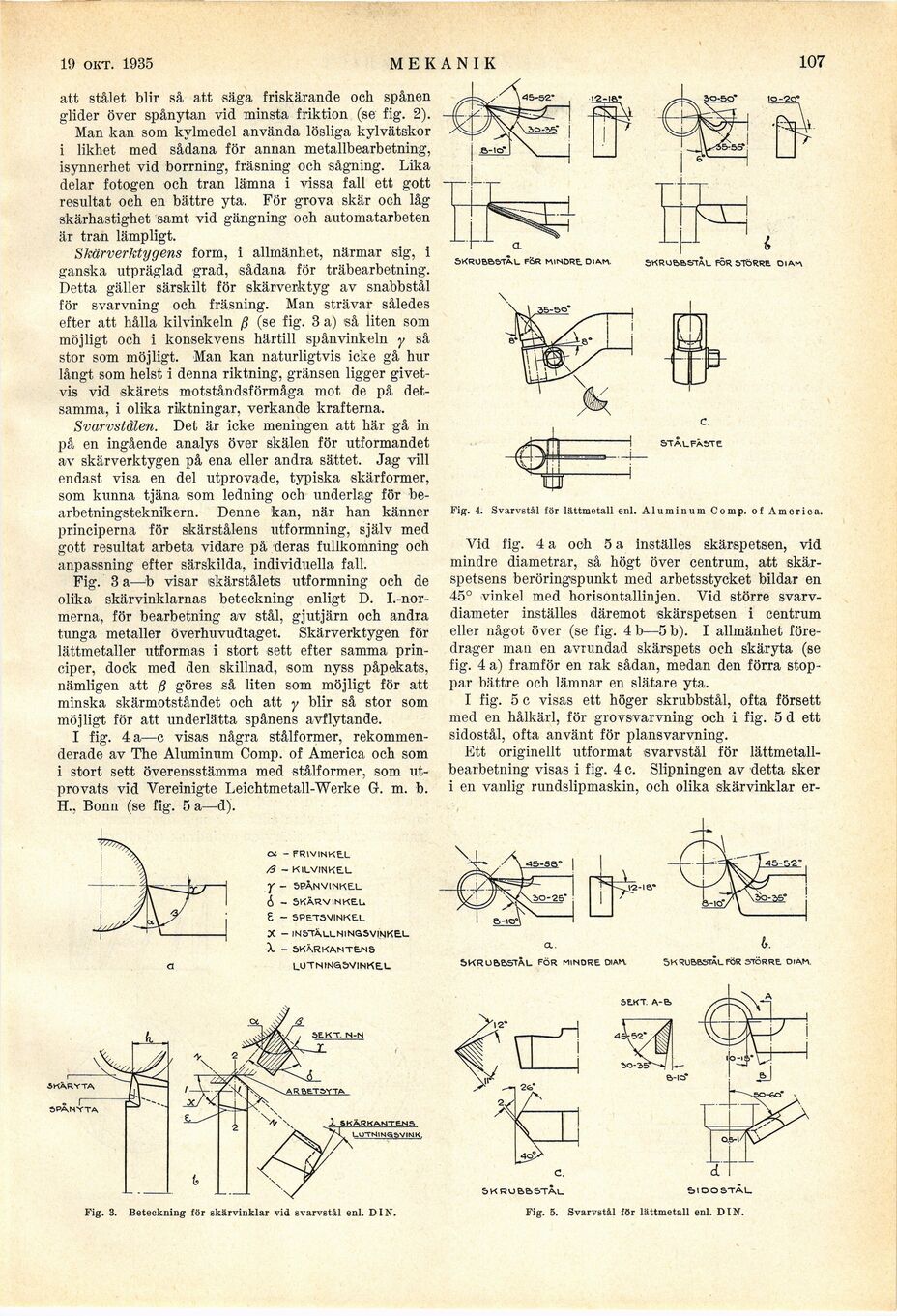
I fig. 4 a—c visas några stålformer,
rekommenderade av The Aluminum Comp. of America och som
i stort sett överensstämma med stålformer, som
utprovats vid Vereinigte Leichtmetall-Werke G. m. b.
H., Bonn (se fig. 5 a—d).
O! - FRIVINKE.L
/3 - KILVINKE.L
Y ~ SPÅNVINKE.L
6 - 5KÄRV1NKEU
£ - SPETS VINK EL.
X - instäu-ningsvinkel
X - skärkantens
lotininssvinkei.
skrobb&tal f(5r minors. diam. skrob&stäl. för större. oiam
\
STAUFASTE
Fig. 4. Svarvstål för lättmetall enl. Aluminum Comp. of America.
Vid fig. 4 a och 5 a inställes skärspetsen, vid
mindre diametrar, så högt över centrum, att
skärspetsens beröringspunkt med arbetsstycket bildar en
45° vinkel med horisontallinjen. Vid större
svarvdiameter inställes däremot skärspetsen i centrum
eller något över (se fig. 4 b—5 b). I allmänhet
föredrager man en avrundad skärspets och skäryta (se
fig. 4 a) framför en rak sådan, medan den förra
stoppar bättre och lämnar en slätare yta.
I fig. 5 c visas ett höger skrubbstål, ofta försett
med en hålkärl, för grovsvarvning och i fig. 5 d ett
sidostål, ofta använt för plansvarvning.
Ett originellt utformat svarvstål för
lättmetall-bearbetning visas i fig. 4 c. Slipningen av detta sker
i en vanlig rundslipmaskin, och olika skärvinklar er-
-ua
5krubb5täl. För minore diam. snrubestàl för större orAn
5E.KT. N-N
Fig. 3. Beteckning för skärvinklar vid svarvstål enl. DIN.
C.
5KRUBBSTÅL
Fig. 5. Svarvstål för
&IDOSTAU
lättmetall enl. DIN.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}