
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
126
-teknisk tidskrift
27 april 1935
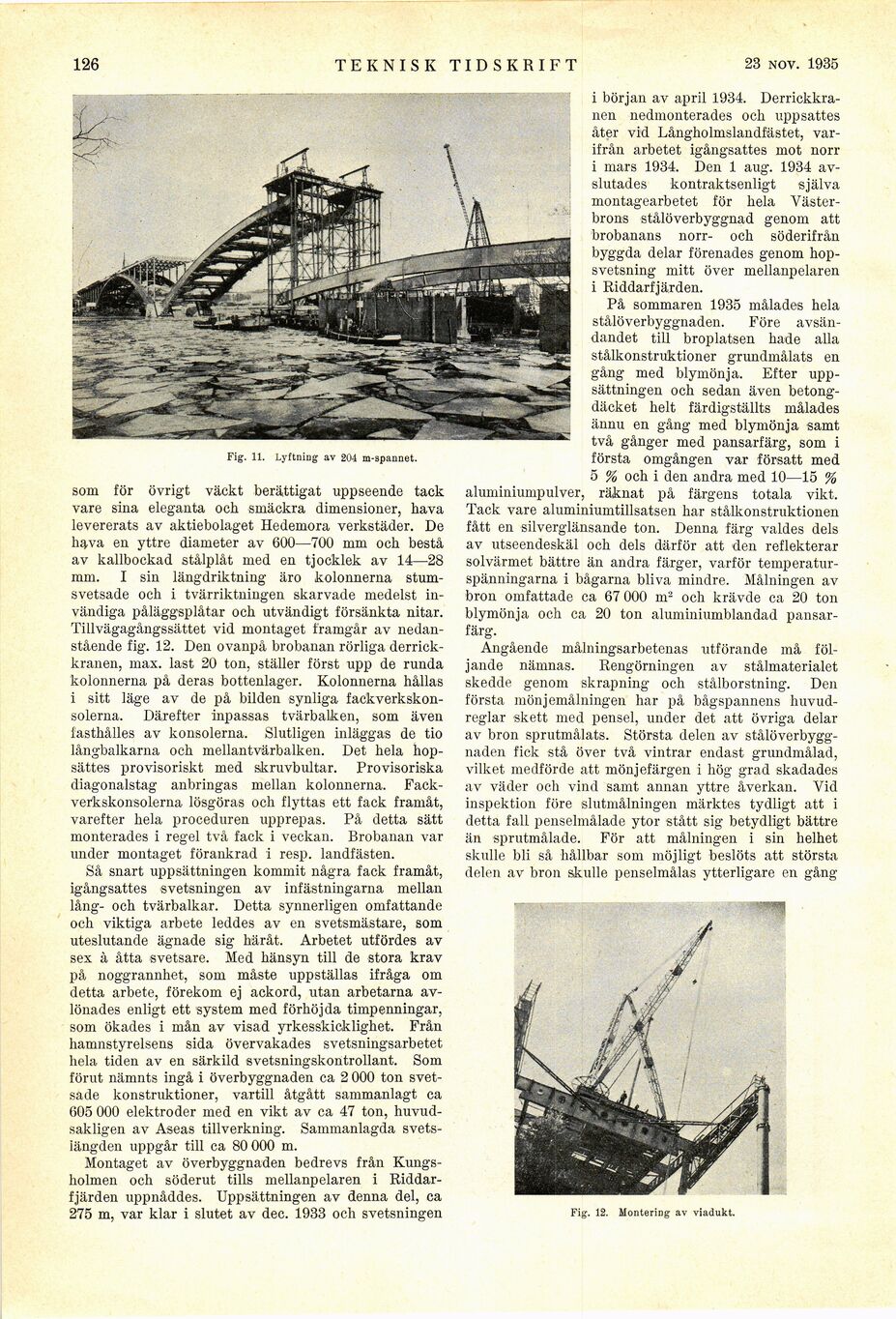
Fig. 11. LyftniDg av 204 m-spannet.
som för övrigt väckt berättigat uppseende tack
vare sina eleganta och smäckra dimensioner, hava
levererats av aktiebolaget Hedemora verkstäder. De
hg,va en yttre diameter av 600—700 mm och bestå
av kallbockad stålplåt med en tjocklek av 14—28
mm. I sin längdriktning äro kolonnerna
stum-svetsade och i tvärriktningen skarvade medelst
invändiga påläggsplåtar och utvändigt försänkta nitar.
Tillvägagångssättet vid montaget framgår av
nedanstående fig. 12. Den ovanpå brobanan rörliga
derrick-kranen, max. last 20 ton, ställer först upp de runda
kolonnerna på deras bottenlager. Kolonnerna hållas
i sitt läge av de på bilden synliga
fackverkskonsolerna. Därefter inpassas tvärbalken, som även
fasthålles av konsolerna. Slutligen inläggas de tio
långbalkarna och mellantvärbalken. Det hela
hopsättes provisoriskt med skruvbultar. Provisoriska
diagonalstag anbringas mellan kolonnerna.
Fackverkskonsolerna lösgöras och flyttas ett fack framåt,
varefter hela proceduren upprepas. På detta sätt
monterades i regel två fack i veckan. Brobanan var
under montaget förankrad i resp. landfästen.
Så snart uppsättningen kommit några fack framåt,
igångsattes svetsningen av infästningarna mellan
lång- och tvärbalkar. Detta synnerligen omfattande
och viktiga arbete leddes av en svetsmästare, som
uteslutande ägnade sig häråt. Arbetet utfördes av
sex à åtta svetsare. Med hänsyn till de stora krav
på noggrannhet, som måste uppställas ifråga om
detta arbete, förekom ej ackord, utan arbetarna
avlönades enligt ett system med förhöjda timpenningar,
som ökades i mån av visad yrkesskicklighet. Från
hamnstyrelsens sida övervakades svetsningsarbetet
hela tidén av en särkild svetsningskontrollant. Som
förut nämnts ingå i överbyggnaden ca 2 000 ton
svetsade konstruktioner, vartill åtgått sammanlagt ca
605 000 elektroder med en vikt av ca 47 ton,
huvudsakligen av Aseas tillverkning. Sammanlagda
svets-längden uppgår till ca 80 000 m.
Montaget av överbyggnaden bedrevs från
Kungsholmen och söderut tills mellanpelaren i
Riddarfjärden uppnåddes. Uppsättningen av denna del, ca
275 m, var klar i slutet av dec. 1933 och svetsningen
i början av april 1934.
Derrickkra-nen nedmonterades och uppsattes
åter vid Långholmslandfästet,
varifrån arbetet igångsattes mot norr
i mars 1934. Den 1 aug. 1934
avslutades kontraktsenligt själva
montagearbetet för hela
Västerbrons stålöverbyggnad genom att
brobanans norr- och söderifrån
byggda delar förenades genom
hopsvetsning mitt över mellanpelaren
i Riddarfjärden.
På sommaren 1935 målades hela
stålöverbyggnaden. Före
avsändandet till broplatsen hade alla
stålkonstruktioner grundmålats en
gång med blymönja. Efter
uppsättningen och sedan även
betongdäcket helt färdigställts målades
ännu en gång med blymönja samt
två gånger med pansarfärg, som i
första omgången var försatt med
5 % och i den andra med 10—15 %
aluminiumpulver, räknat på färgens totala vikt.
Tack vare aluminiumtillsatsen har stålkonstruktionen
fått en silverglänsande ton. Denna färg valdes dels
av utseendeskäl och dels därför att den reflekterar
solvärmet bättre än andra färger, varför
temperaturspänningarna i bågarna bliva mindre. Målningen av
bron omfattade ca 67 000 m2 och krävde ca 20 ton
blymönja och ca 20 ton aluminiumblandad
pansarfärg.
Angående målningsarbetenas utförande må
följande nämnas. Rengörningen av stålmaterialet
skedde genom skrapning och stålborstning. Den
första mönjemålningen har på bågspannens
huvudreglar skett med pensel, under det att övriga delar
av bron sprutmålats. Största delen av
stålöverbyggnaden fick stå över två vintrar endast grundmålad,
vilket medförde att mönjefärgen i hög grad skadades
av väder och vind samt annan yttre åverkan. Vid
inspektion fore slutmålningen märktes tydligt att i
detta fall penselmålade ytor stått sig betydligt bättre
än sprutmålade. För att målningen i sin helhet
skulle bli så hållbar som möjligt beslöts att största
delen av bron skulle penselmålas ytterligare en gång
Fig. 12. Montering av viadukt.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}