
Full resolution (JPEG) - On this page / på denna sida - Häfte 43. 24 okt. 1936 - Påläggsvetsning vid förbättring av spårväxelkorsningar och rälsändar, av Bo Gorthon
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskri fi
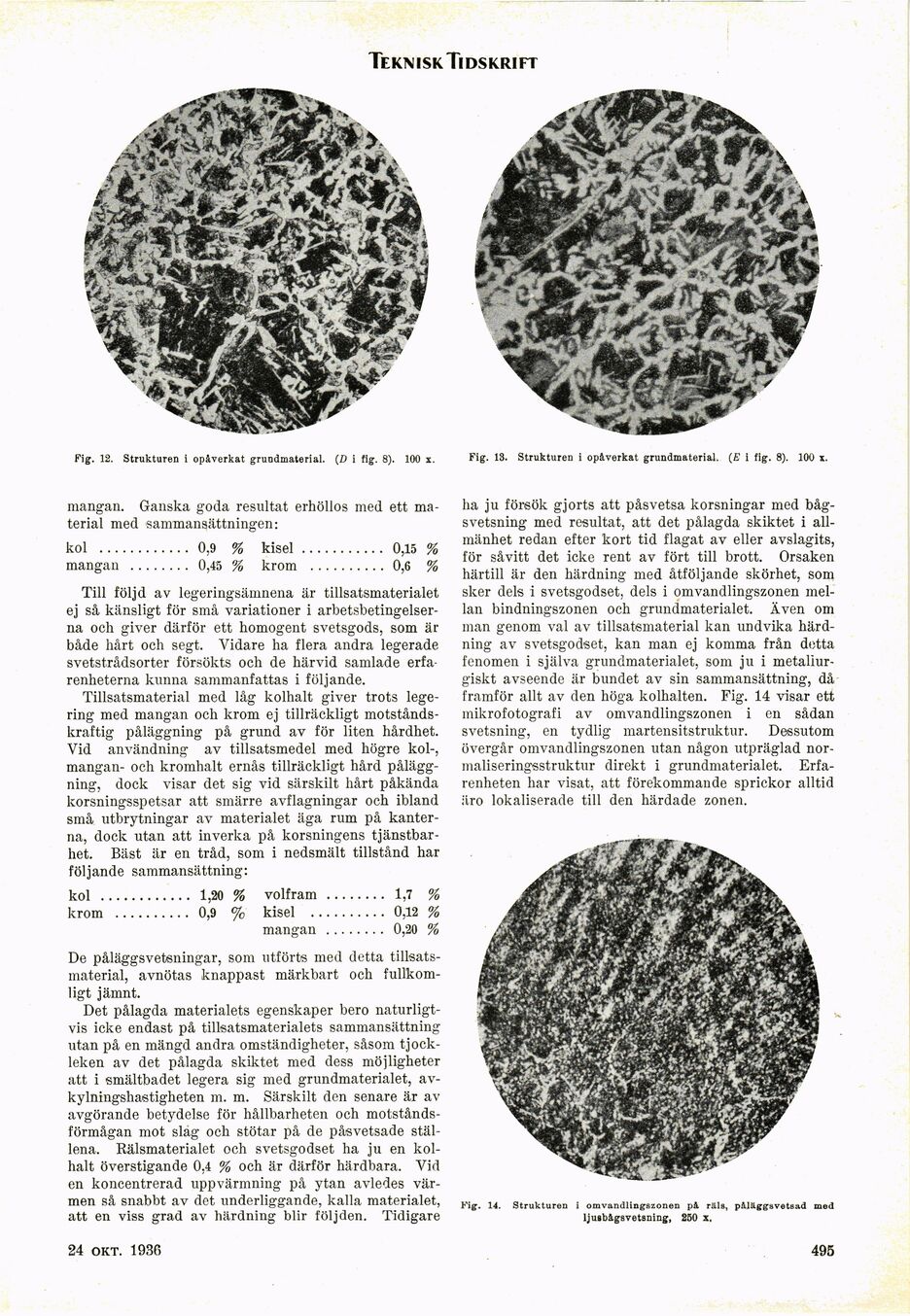
Fig. 12. Strukturen i opåverkat grundmaterial. (D i fig. 8). 100 x.
Fig. 13. Strukturen i opåverkat grundmaterial. (£ i fig. 8). 100 x.
mangan. Ganska goda resultat erhöllos med ett
material med sammansättningen:
kol ............ 0.9 % kisel........... 0,15 %
mangan ........ 0,45 % krom .......... 0,6 %
Till följd av legeringsämnena är tillsatsmaterialet
ej så känsligt för små variationer i
arbetsbetingelserna och giver därför ett homogent svetsgods, som är
både hårt och segt. Vidare ha flera andra legerade
svetstrådsorter försökts och de härvid samlade
erfarenheterna kunna sammanfattas i följande.
Tillsatsmaterial med låg kolhalt giver trots
legering med mangan och krom ej tillräckligt
motståndskraftig påläggning på grund av för liten hårdhet.
Vid användning av tillsatsmedel med högre kol-,
mangan- och kromhalt ernås tillräckligt hård
påläggning, dock visar det sig vid särskilt hårt påkända
korsningsspetsar att smärre avflagningar och ibland
små utbrytningar av materialet äga rum på
kanterna, dock utan att inverka på korsningens
tjänstbar-het. Bäst är en tråd, som i nedsmält tillstånd har
följande sammansättning:
kol ............ 1,20 % volfram ........ 1,7 %
krom .......... 0,9 % kisel .......... 0,12 %
mangan ........ 0,20 %
De påläggsvetsningar, som utförts med detta
tillsats-material, avnötas knappast märkbart och
fullkomligt jämnt.
Det pålagda materialets egenskaper bero
naturligtvis icke endast på tillsatsmaterialets sammansättning
utan på en mängd andra omständigheter, såsom
tjockleken av det pålagda skiktet med dess möjligheter
att i smältbadet legera sig med grundmaterialet,
av-kylningshastigheten m. m. Särskilt den senare är av
avgörande betydelse för hållbarheten och
motstånds-förmågan mot slag och stötar på de påsvetsade
ställena, Rälsmaterialet och svetsgodset ha ju en
kolhalt överstigande 0,4 % och är därför härdbara. Vid
en koncentrerad uppvärmning på ytan avledes
värmen så snabbt av det underliggande, kalla materialet,
att en viss grad av härdning blir följden. Tidigare
ha ju försök gjorts att påsvetsa korsningar med
båg-svetsning med resultat, att det pålagda skiktet i
allmänhet redan efter kort tid flagat av eller avslagits,
för såvitt det icke rent av fört till brott. Orsaken
härtill är den härdning med åtföljande skörhet, som
sker dels i svetsgodset, dels i omvandlingszonen
mellan bindningszonen och grundmaterialet. Även om
man genom val av tillsatsmaterial kan undvika
härdning av svetsgodset, kan man ej komma från detta
fenomen i själva grundmaterialet, som ju i
metallurgiskt avseende är bundet av sin sammansättning, då
framför allt av den höga kolhalten. Fig. 14 visar ett
mikrofotografi av omvandlingszonen i en sådan
svetsning, en tydlig martensitstruktur. Dessutom
övergår omvandlingszonen utan någon utpräglad
normaliseringsstruktur direkt i grundmaterialet.
Erfarenheten har visat, att förekommande sprickor alltid
äro lokaliserade till den härdade zonen.
Fig. 14. Strukturen i omvandlingszonen på räls, påläggsvetßad med
ljusbågsvetsning, 250 x.
17 okt. 1936
495
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}