
Full resolution (JPEG) - On this page / på denna sida - Häfte 43. 24 okt. 1936 - Påläggsvetsning vid förbättring av spårväxelkorsningar och rälsändar, av Bo Gorthon
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskri fi
slagen av hjulen. Lägre får den ej vara, ty då ligger
den under hjulflänsen, som i så fall ej kan få tag i
spetsen och styra hjulet i sidled.
För en slagfri övergång är det av vikt, såsom förut
nämnts, att så avpassa korsningsspetsens och
led-rälernas nivå i förhållande till varandra, att de
motsvara hjulkransens lutning. Om spetsen ligger för
högt komma hjulen att rulla för långt ut utan att
samtidigt taga på ledrälen. Så långt ut är sektionen
för smal för att motstå trycket, och vilket material
som helst skulle pressas ned över kanterna. Vidare
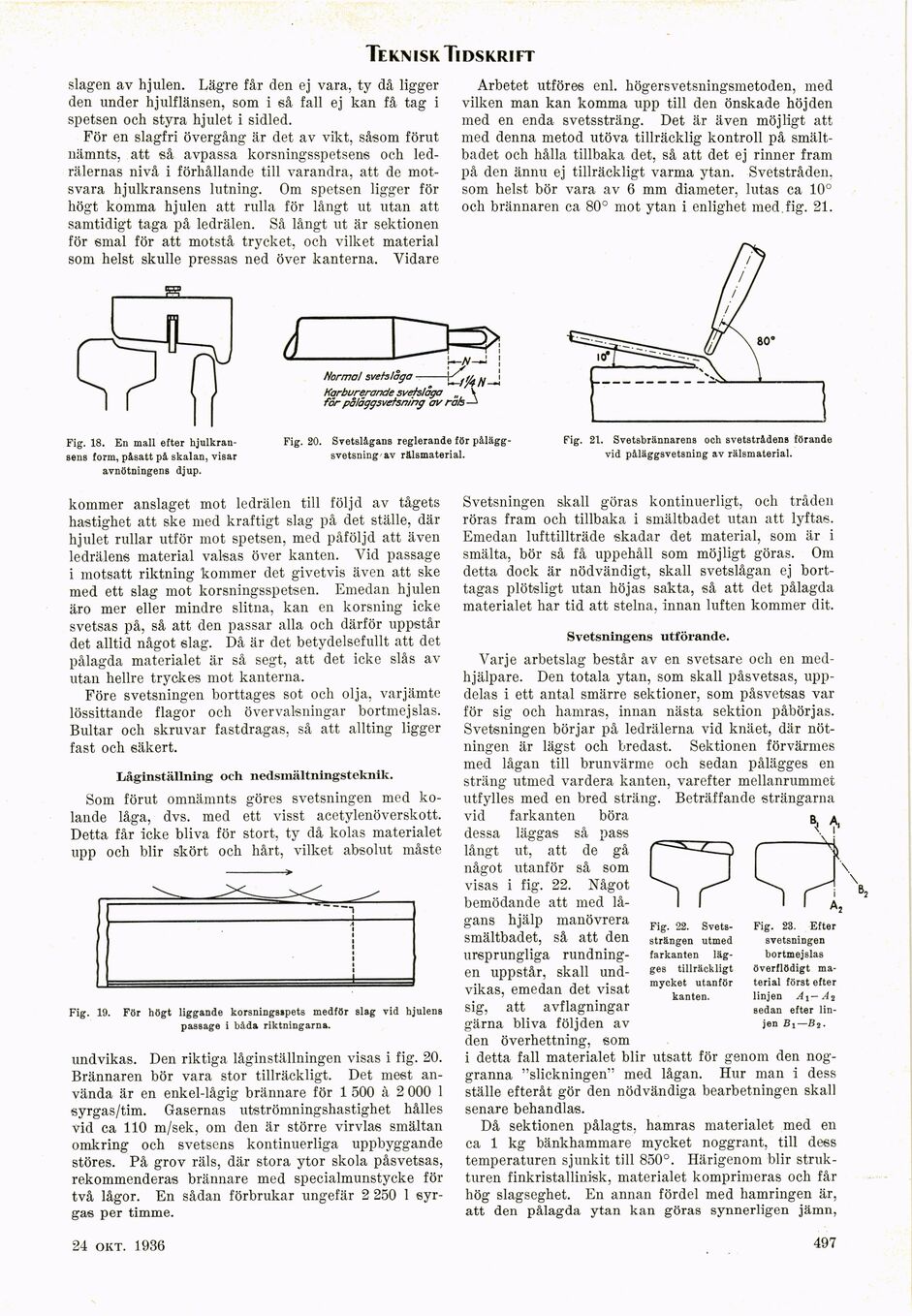
Arbetet utföres enl. högersvetsningsmetoden, med
vilken man kan komma upp till den önskade höjden
med en enda svetssträng. Det är även möjligt att
med denna metod utöva tillräcklig kontroll på
smältbadet och hålla tillbaka det, så att det ej rinner fram
på den ännu ej tillräckligt varma ytan. Svetstråden.
som helst bör vara av 6 mm diameter, lutas ca 10°
och brännaren ca 80° mot ytan i enlighet med.fig. 21.
d
Jj=»
Fig. 18. En mall efter
hjulkrau-sens form, p&satt på skalan, visar
avnötningens djup.
Fig.
[—N-
Normal svehlåga-//_
Korburerande svehlåga „ V
för påläggs vef s ning av rak—^
Svetsllgans reglerande för
svetsning av rälsmaterial.
Fig. 21. Svetsbrännarens och svetstrådens förande
vid påläggsvetsning av rälsmaterial.
kommer anslaget mot ledrälen till följd av tågets
hastighet att ske med kraftigt slag på det ställe, där
hjulet rullar utför mot spetsen, med påföljd att även
ledrälens material valsas över kanten. Vid passage
i motsatt riktning kommer det givetvis även att ske
med ett slag mot korsningsspetsen. Emedan hjulen
äro mer eller mindre slitna, kan en korsning icke
svetsas på, så att den passar alla och därför uppstår
det alltid något slag. Då är det betydelsefullt att det
pålagda materialet är så segt, att det icke slås av
utan hellre tryckes mot kanterna,
Före svetsningen borttages sot och olja, varjämte
lössittande flagor och över valsningar bortmejslas.
Bultar och skruvar fastdragas, så att allting ligger
fast och säkert.
Iiåginställning och nedsmältningsteknik.
Som förut omnämnts göres svetsningen med
kolande låga, dvs. med ett visst acetylenöverskott.
Detta får icke bliva för stort, ty då kolas materialet
upp och blir skört och hårt, vilket absolut måste
Fig. 19. För högt liggande korsningsipets medför slag vid hjulens
passage i båda riktningarna.
undvikas. Den riktiga låginställningen visas i fig. 20.
Brännaren bör vara stor tillräckligt. Det mest
använda är en enkel-lågig brännare för 1 500 à 2 000 1
syrgas/tim. Gasernas utströmningshastighet hålles
vid ca 110 m/sek, om den är större virvlas smältan
omkring och svetsens kontinuerliga uppbyggande
stores. På grov räls, där stora ytor skola påsvetsas,
rekommenderas brännare med specialmunstycke för
två lågor. En sådan förbrukar ungefär 2 250 1
syrgas per timme.
Svetsningen skall göras kontinuerligt, och tråden
röras fram och tillbaka i smältbadet utan att lyftas.
Emedan lufttillträde skadar det material, som är i
smälta, bör så få uppehåll som möjligt göras. Om
detta dock är nödvändigt, skall svetslågan ej
borttagas plötsligt utan höjas sakta, så att det pålagda
materialet har tid att stelna, innan luften kommer dit.
Svetsningens utförande.
Varje arbetslag består av en svetsare och en
medhjälpare. Den totala ytan, som skall påsvetsas,
uppdelas i ett antal smärre sektioner, som påsvetsas var
för sig och hamras, innan nästa sektion påbörjas.
Svetsningen börjar på ledrälerna vid knäet, där
nötningen är lägst och bredast. Sektionen förvärmes
med lågan till brunvärme och sedan pålägges en
sträng utmed vardera kanten, varefter mellanrummet
utfylles med en bred sträng. Beträffande strängarna
vid farkanten böra
dessa läggas så pass
långt ut, att de gå
något utanför så som
visas i fig. 22. Något
bemödande att med
lågans hjälp manövrera
smältbadet, så att den
ursprungliga
rundning-en uppstår, skall
undvikas, emedan det visat
sig, att avflagningar
gärna bliva följden av
den överhettning, som
i detta fall materialet blir utsatt för genom den
noggranna "slickningen" med lågan. Hur man i dess
ställe efteråt gör den nödvändiga bearbetningen skall
senare behandlas.
Då sektionen pålagts, hamras materialet med en
ca 1 kg bänkhammare mycket noggrant, till dess
temperaturen sjunkit till 850°. Härigenom blir
strukturen finkristallinisk, materialet komprimeras och får
hög slagseghet. En annan fördel med hamringen är,
att den pålagda ytan kan göras synnerligen jämn,
Fig. 22.
Svets-strängen utmed
farkanten
lägges tillräckligt
mycket utanför
kanten.
i
Fig. 23. Efter
svetsningen
bortmejslas
överflödigt
material först efter
linjen Ai— A,
sedan efter
linjen B,—B2 •
17 okt. 1936
497
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}