
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Berg svetenskap
något koniska yta kommer efter mycket kort tids
användning att forma sig efter den sfäriska
urholkningen i kolven.
Ett exempel på en dylik inaskinarbetad nacke, som
numera användes i mycket stor utsträckning, anges
å fig. 22. Mångåriga prov med denna nacke hava
visat, att den är överlägsen den smidda i följande
hänseenden:
1. Betydligt billigare att göra.
Tillverkningskostnaden är ungefär hälften av en smidd nackes.
2. Ungefär 30 % längre livstid innan brott
inträffar. De flesta smidda nackar gå av just nedanför
kragen, i allmänhet beroende på den menliga effekt
den höga smidestemperaturen har på stålets struktur
och hållfasthet.
3. Borren äro alltid raka när de äro nya, och borr
som blivit böjda under arbetet kunna lätt upptäckas
genom att man kan se utefter borrets hela längd.
Med en uppsmidd nacke förhindras detta, vilket har
till följd, att man ofta borrar med borr, som ej längre
äro raka, med ty åtföljande påkänningar för såväl
borrmaskin som stål.
4. Borr med dessa maskinbearbetade nackar ha
visat ungefär 15 % ökad borrhastighet, och detta
torde få tillskrivas den bättre styrning som erhålles i
borrhylsan och därigenom ett bättre transmitterande
av slaget; det torde även bero på vad som sagts
under punkt 3.
En annan viktig punkt vid nackens utformning är
att slagytan är tillfredsställande härdad. Slagytan
bör vara mycket mjukare än kolven, men naturligtvis
ej så mjuk, att den stukas upp inne i borrhylsan.
Under många år hava prov pågått vid ett flertal
gruvor för att utröna den bästa härdningsmetoden
för nackar av vanligt kolstål. Resultatet torde nog
vara, att när det gäller kolstål med C 0,75 % och
högre ger härdning av den upphettade nacken i en
ström av komprimerad luft det bästa och jämnaste
Radien t ill den
sfäriska yton
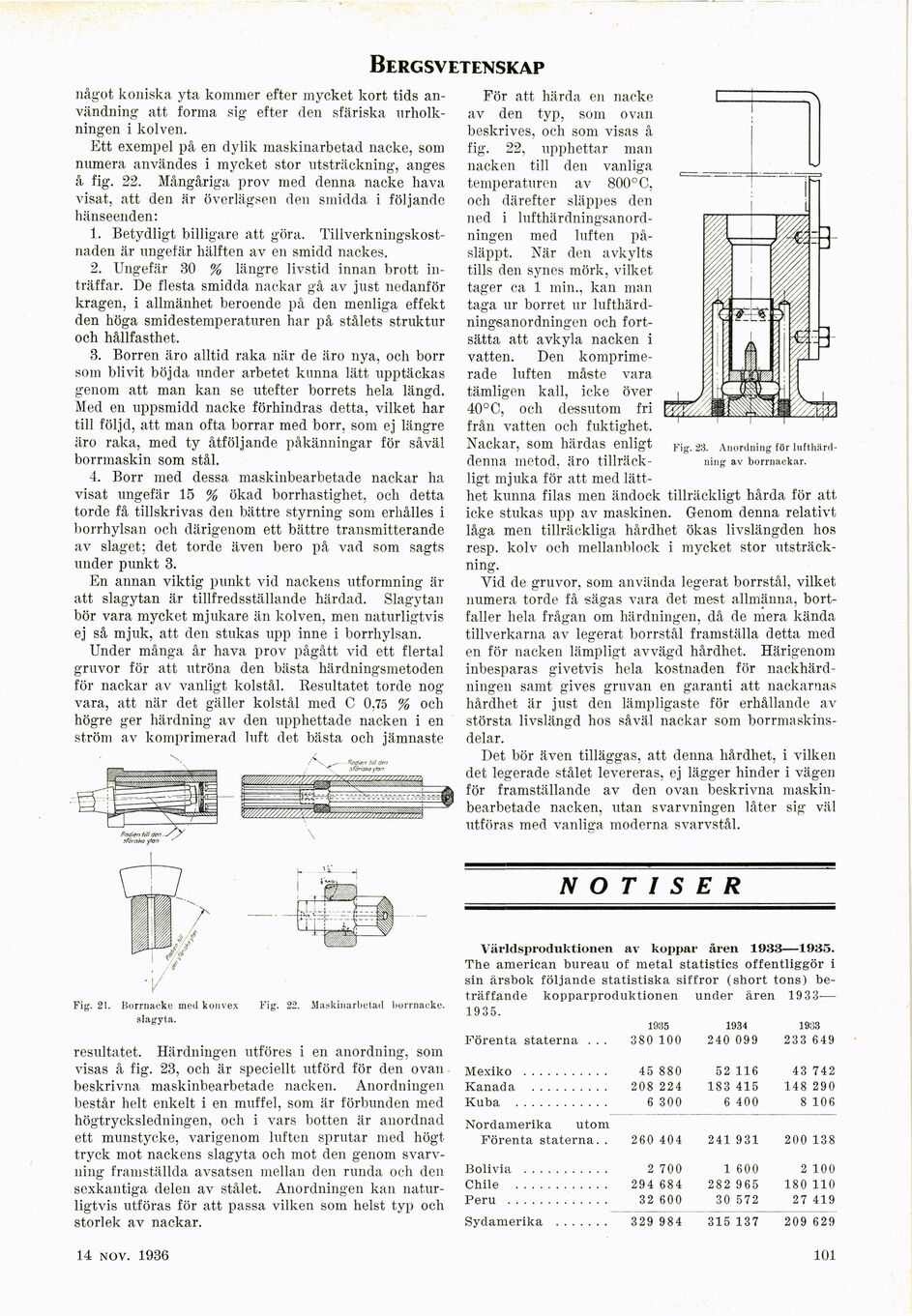
För att härda en nacke
av den typ, som ovan
beskrives, och som visas å
fig. 22, upphettar man
nacken till den vanliga
temperaturen av 800°C,
och därefter släppes den
ned i
lufthärdningsanord-ningen med luften
påsläppt. När den avkylts
tills den synes mörk, vilket
tager ca 1 min., kan man
taga ur borret ur
lufthärd-ningsanordningen och
fortsätta att avkyla nacken i
vatten. Den
komprimerade luften måste vara
tämligen kall, icke över
40°C, och dessutom fri
från vatten och fuktighet.
Nackar, som härdas enligt
denna metod, äro
tillräckligt mjuka för att med
lätthet kunna filas men ändock tillräckligt hårda för att
icke stukas upp av maskinen. Genom denna relativt
låga men tillräckliga hårdhet ökas livslängden hos
resp. kolv och mellanblock i mycket stor
utsträckning.
Yid de gruvor, som använda legerat borrstål, vilket
numera torde få sägas vara det mest allmänna,
bortfaller hela frågan om härdningen, då de mera kända
tillverkarna av legerat borrstål framställa detta med
en för nacken lämpligt avvägd hårdhet. Härigenom
inbesparas givetvis hela kostnaden för
nackhärd-ningen samt gives gruvan en garanti att nackarnas
hårdhet är just den lämpligaste för erhållande av
största livslängd hos såväl nackar som
borrmaskinsdelar.
Det bör även tilläggas, att denna hårdhet, i vilken
det legerade stålet levereras, ej lägger hinder i vägen
för framställande av den ovan beskrivna
maskin-bearbetade nacken, utan svarvningen låter sig väl
utföras med vanliga moderna svarvstål.
Fig. 23. Anordning för
lufthärd-ning av borrnackar.
W
V
Fig. 21. Borrnacke med konvex Fig. 22. Maskinarbetad borrnacke,
slagyta.
resultatet. Härdningen utföres i en anordning, som
visas å fig. 23, och är speciellt utförd för den ovan
beskrivna maskinbearbetade nacken. Anordningen
består helt enkelt i en muff el, som är förbunden med
högtrycksledningen, och i vars botten är anordnad
ett munstycke, varigenom luften sprutar med högt
tryck mot nackens slagyta och mot den genom
svarvning framställda avsatsen mellan den runda och den
sexkantiga delen av stålet. Anordningen kan
naturligtvis utföras för att passa vilken som helst typ och
storlek av nackar.
NOTISER
Världsproduktionen av koppar ären 1933—1935.
The american bureau of metal statistics offentliggör i
sin årsbok följande statistiska siffror (short tons)
beträffande kopparproduktionen under ären 1933—
1935.
1935 1934 1933
Förenta staterna ... 380 100 240 099 233 649
Mexiko ........... 45 880 52 116 43 742
Kanada .......... 208 224 183 415 148 290
Kuba ............ 6 300 6 400 8 106
Nordamerika utom
Förenta staterna. . 260 404 241 931 200 138
Bolivia ........... 2 700 1 600 2 100
Chile ............ 294 684 282 965 180 110
Peru ............. 32 600 30 572 27 419
Sydamerika ....... 329 984 315 137 209 629
14 nov. 1936
101
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}