
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
TekniskTidskrift
Moderna hjälpm edel i en verkstad för reparation
av järnvägsvagnar.1
Som ett led i strävandena att ekonomisera
statsbanedriften ingår även rationalisering av
huvudverkstäderna. Därvid har man dels genomfört en
bestämd uppdelning av olika lok- resp. vagntyper på
olika verkstäder och dels inom varje verkstad sökt
rationalisera driften så långt sig göra låter. Vid
S. J:s vagnreparationsverkstäder, bl. a. i Tomteboda,
äf denna modernisering nu fullt genomförd med
mycket gott resultat.
Varje järnvägsvagn skall efter en viss drifttid
genomgå en grundlig översyn med reparation och
utbyte av erforderliga delar. Ett särskilt kortsystem
anger de vagnar som äro tilldelade verkstaden, när den
intages på verkstadsbangården och när den tages i
arbete. Före verkstadens ombyggnad erbjöd det stora
svårigheter att avväga tiden så att kortast möjliga
väntan erhölls. Det uppstod ofta stockningar, dock
till en del beroende på för liten kapacitet hos
verkstaden. Med det nya systemet har man lyckats und-
1 Referat av föredrag hållet av t. f. maskindirektör R.
Rettig vid Svenska teknologföreningens avdelnings för
Mekanik sammanträde den 14 januari 1936.
vika dessa besvärligheter, och nu gå vagnarna så gott,
som direkt från trafik in i verkstaden.
Enligt den gamla principen fick varje vagn vänta
tills det blev plats ledig någonstans i verkstaden, då
den ställdes in och där den sedan fick stå till
översynen var färdig. På en och samma plats utfördes
alltså rengöring, borttagning av boggier, reparation
m. m., vart och ett naturligtvis av sin grupp
specialarbetare. Vilket besvär och spring det blev på detta
sätt behöver knappast framhållas, särskilt som en del
avdelningar som smedja, snickeriverkstad och
bleck-slageri lågo i särskilda hus utanför huvudbyggnaden.
Enligt det nya systemet har man istället infört
flytande arbetsgång. Fig. 2 visar uppläggningen.
De tyngre vagnarna, såsom 2:a klass vagnar och
restaurationsvagnar, gå in på sträng a och lättare
vagnar, såsom 3:e klass vagnar, på sträng b och gå
sedan gemensamt tillbaka på sträng ab. Siffrorna
hänföra sig till olika arbetstempon. När en vagn
kommit in i flytningen börjas med insyning och
utskrivning av arbetssedlar, vilket utföres av s. k.
revisionsmästare. Samtliga arbeten utföras på tids-
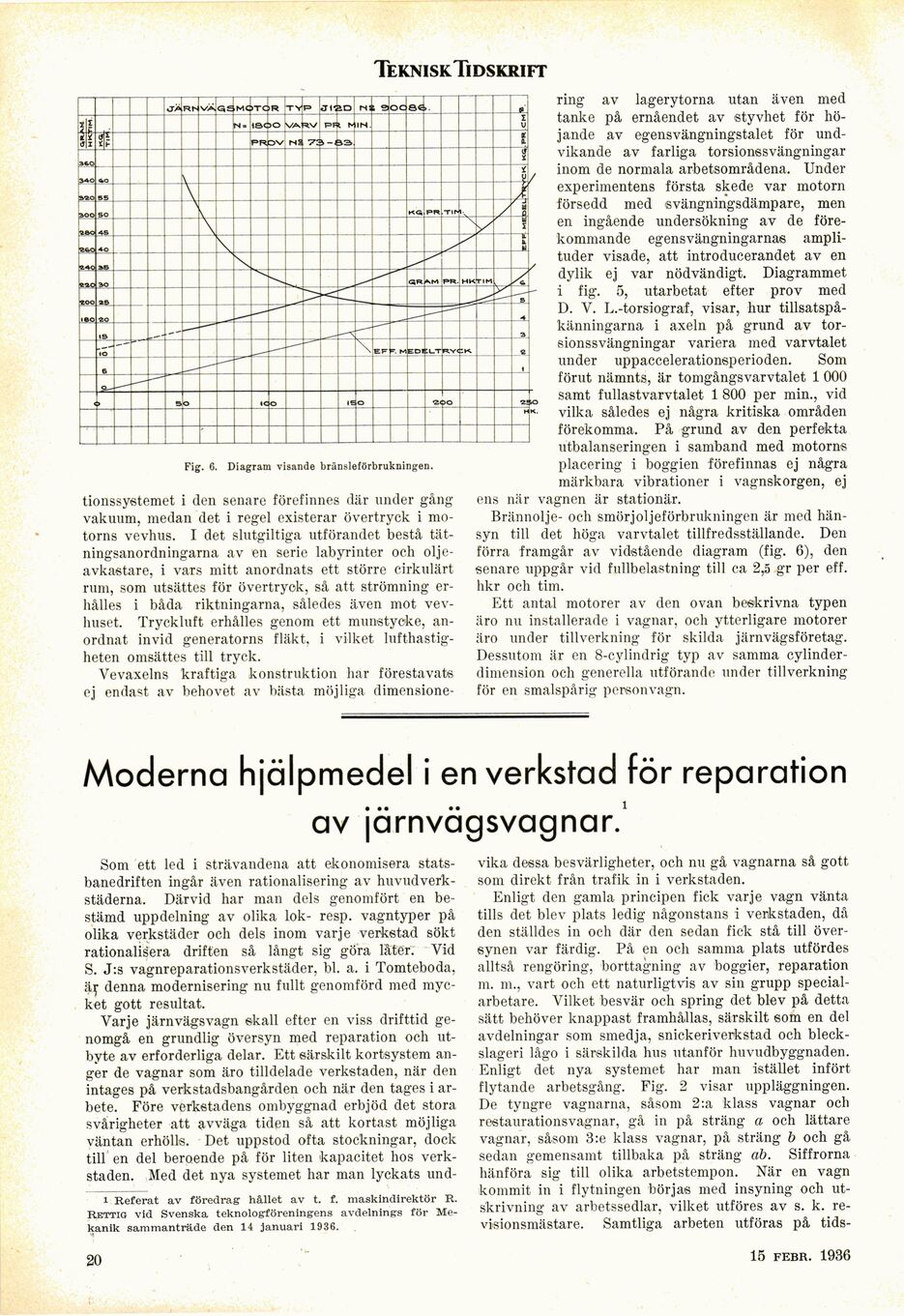
Fig. 6. Diagram visande bränsleförbrukningen.
tionssystemet i den senare förefinnes där under gång
vakuum, medan det i regel existerar övertryck i
motorns vevhus. I det slutgiltiga utförandet bestå
tät-ningsanordningarna av en serie labyrinter och
olje-avkastare, i vars mitt anordnats ett större cirkulärt
rum, som utsättes för övertryck, så att strömning
erhålles i båda riktningarna, således även mot
vevhuset. Tryckluft erhålles genom ett munstycke,
anordnat invid generatorns fläkt, i vilket
lufthastigheten omsättes till tryck.
Vevaxelns kraftiga konstruktion har förestavats
ej endast av behovet av bästa möjliga dimensione-
ring av lagerytorna utan även med
tanke på ernåendet av styvhet för
höjande av egensvängningstalet för
undvikande av farliga torsionssvängningar
inom de normala arbetsområdena. Under
experimentens första skede var motorn
försedd med svängningsdämpare, men
en ingående undersökning av de
förekommande egensvängningarnas
amplituder visade, att introducerandet av en
dylik ej var nödvändigt. Diagrammet
i fig. 5, utarbetat efter prov med
D. V. L.-torsiograf, visar, hur
tillsatspå-känningarna i axeln på grund av
torsionssvängningar variera med varvtalet
under uppaccelerationsperioden. Som
förut nämnts, är tomgångsvarvtalet 1 000
samt fullastvarvtalet 1 800 per min., vid
vilka således ej några kritiska områden
förekomma. På grund av den perfekta
utbalanseringen i samband med motorns
placering i boggien förefinnas ej några
märkbara vibrationer i vagnskorgen, ej
ens när vagnen är stationär.
Brännolje- och smörjoljeförbrukningen är med
hänsyn till det höga varvtalet tillfredsställande. Den
förra framgår av vidstående diagram (fig. 6), den
senare uppgår vid fullbelastning till ca 2,5 gr per eff.
hkr och tim.
Ett antal motorer av den ovan beskrivna typen
äro nu installerade i vagnar, och ytterligare motorer
äro under tillverkning för skilda järnvägsföretag.
Dessutom är en 8-cylindrig typ av samma
cylinder-dimension och generella utförande under tillverkning
för en smalspårig personvagn.
20
15 febr. 1936
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}