
Full resolution (JPEG) - On this page / på denna sida - Häfte 18. 1 maj 1937 - Modern gassvetsning tillämpad vid framställning av cylindriska tryckkärl, av H. Spiegelberg
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
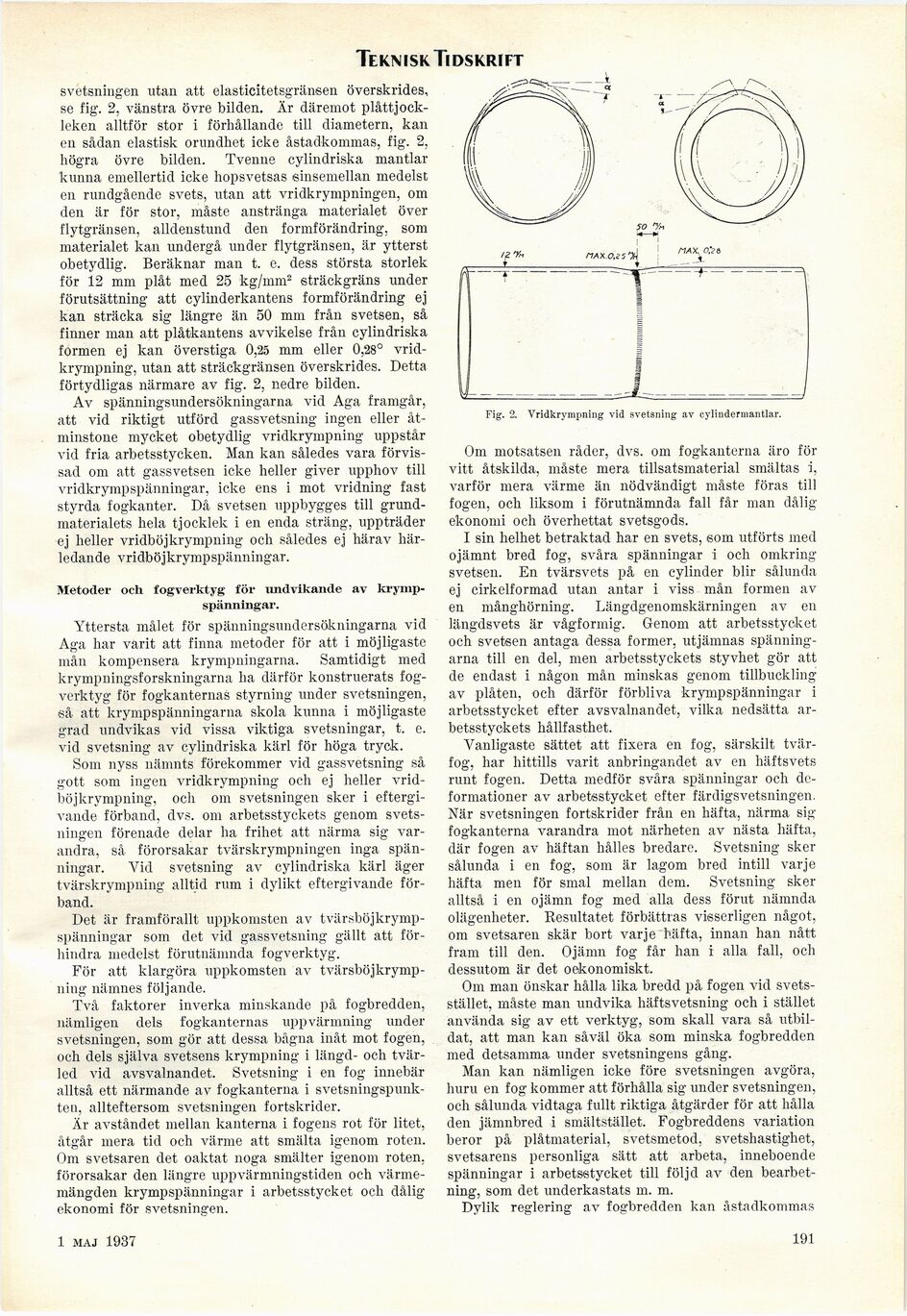
svetsningen utan att elasticitetsgränsen överskrides,
se fig. 2, vänstra övre bilden. Är däremot
plåttjockleken alltför stor i förhållande till diametern, kan
en sådan elastisk orundhet icke åstadkommas, fig. 2,
högra övre bilden. Tvenne cylindriska mantlar
kunna emellertid icke hopsvetsas sinsemellan medelst
en rundgående svets, utan att vridkrympningen, om
den är för stor, måste anstränga materialet över
flytgränsen, alldenstund den formförändring, som
materialet kan undergå under flytgränsen, är ytterst
obetydlig. Beräknar man t. e. dess största storlek
för 12 mm plåt med 25 kg/mm2 sträckgräns under
förutsättning att cylinderkantens formförändring ej
kan sträcka sig längre än 50 mm från svetsen, så
finner man att plåtkantens avvikelse från cylindriska
formen ej kan överstiga 0,25 mm eller 0,28°
vridkrympning, utan att sträckgränsen överskrides. Detta
förtydligas närmare av fig. 2, nedre bilden.
Av spänningsundersökningarna vid Aga framgår,
att vid riktigt utförd gassvetsning ingen eller
åtminstone mycket obetydlig vridkrympning uppstår
vid fria arbetsstycken. Man kan således vara
förvissad om att gassvetsen icke heller giver upphov till
vridkrympspänningar, icke ens i mot vridning fast
styrda fogkanter. Då svetsen uppbygges till
grundmaterialets hela tjocklek i en enda sträng, uppträder
ej heller vridböjkrympning och således ej härav
härledande vridböjkrympspänningar.
Metoder och fogverktyg för undvikande av
krymp-spänningar.
Yttersta målet för spänningsundersökningarna vid
Aga har varit att finna metoder för att i möjligaste
mån kompensera krympningarna. Samtidigt med
krympningsforskningarna lia därför konstruerats
fog-verktyg för fogkanternas styrning under svetsningen,
så att krympspänningarna skola kunna i möjligaste
grad undvikas vid vissa viktiga svetsningar, t. e.
vid svetsning av cylindriska kärl för höga tryck.
Som nyss nämnts förekommer vid gassvetsning så
gott som ingen vridkrympning och ej heller
vridböjkrympning, och om svetsningen sker i
eftergivande förband, dvs. om arbetsstyckets genom
svetsningen förenade delar lia frihet att närma sig
varandra, så förorsakar tvärskrympningen inga
spänningar. Vid svetsning av cylindriska kärl äger
tvärskrympning alltid rum i dylikt eftergivande
förband.
Det är framförallt uppkomsten av
tvärsböjkrymp-spänningar som det vid gassvetsning gällt att
förhindra medelst förutnämnda fogverktyg.
För att klargöra uppkomsten av
tvärsböjkrymp-ning nämnes följande.
Två faktorer inverka minskande på fogbredden,
nämligen dels fogkanternas uppvärmning under
svetsningen, som gör att dessa bågna inåt mot fogen,
och dels själva svetsens krympning i längd- och
tvärled vid avsvalnandet. Svetsning i en fog innebär
alltså ett närmande av fogkanterna i
svetsningspunkten, allteftersom svetsningen fortskrider.
Är avståndet mellan kanterna i fogens rot för litet,
åtgår mera tid och värme att smälta igenom roten.
Om svetsaren det oaktat noga smälter igenom roten,
förorsakar den längre uppvärmningstiden och
värmemängden krympspänningar i arbetsstycket och dålig
ekonomi för svetsningen.
Fig. 2. Vridkrympning vid svetsning av cylindermantlar.
Om motsatsen råder, dvs. om fogkanterna äro för
vitt åtskilda, måste mera tillsatsmaterial smältas i,
varför mera värme än nödvändigt måste föras till
fogen, och liksom i förutnämnda fall får man dålig
ekonomi och överhettat svetsgods.
I sin helhet betraktad har en svets, som utförts med
ojämnt bred fog, svåra spänningar i och omkring
svetsen. En tvärsvets på en cylinder blir sålunda
ej cirkelformad utan antar i viss mån formen av
en månghörning. Längdgenomskärningen av en
längdsvets är vågformig. Genom att arbetsstycket
och svetsen antaga dessa former, utjämnas
spänningarna till en del, men arbetsstyckets styvhet gör att
de endast i någon mån minskas genom tillbuckling
av plåten, och därför förbliva krympspänningar i
arbetsstycket efter avsvalnandet, vilka nedsätta
arbetsstyckets hållfasthet.
Vanligaste sättet att fixera en fog, särskilt
tvärfog, har hittills varit anbringandet av en häftsvets
runt fogen. Detta medför svåra spänningar och
deformationer av arbetsstycket efter färdigsvetsningen.
När svetsningen fortskrider från en häfta, närma sig
fogkanterna varandra mot närheten av nästa häfta,
där fogen av häftan hålles bredare. Svetsning sker
sålunda i en fog, som är lagom bred intill varje
häfta men för smal mellan dem. Svetsning sker
alltså i en ojämn fog med alla dess förut nämnda
olägenheter. Resultatet förbättras visserligen något,
om svetsaren skär bort varje "häfta, innan han nått
fram till den. Ojämn fog får han i alla fall, och
dessutom är det oekonomiskt.
Om man önskar hålla lika bredd på fogen vid
svetsstället, måste man undvika häftsvetsning och i stället
använda sig av ett verktyg, som skall vara så
utbildat, att man kan såväl öka som minska fogbredden
med detsamma under svetsningens gång.
Man kan nämligen icke före svetsningen avgöra,
huru en fog kommer att förhålla sig under svetsningen,
och sålunda vidtaga fullt riktiga åtgärder för att hålla
den jämnbred i smältstället. Fogbreddens variation
beror på plåtmaterial, svetsmetod, svetshastighet,
svetsarens personliga sätt att arbeta, inneboende
spänningar i arbetsstycket till följd av den
bearbetning, som det underkastats m. m.
Dylik reglering av fogbredden kan åstadkommas
1 maj 1937
191
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}