
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Te knisk Ti ds kri ft
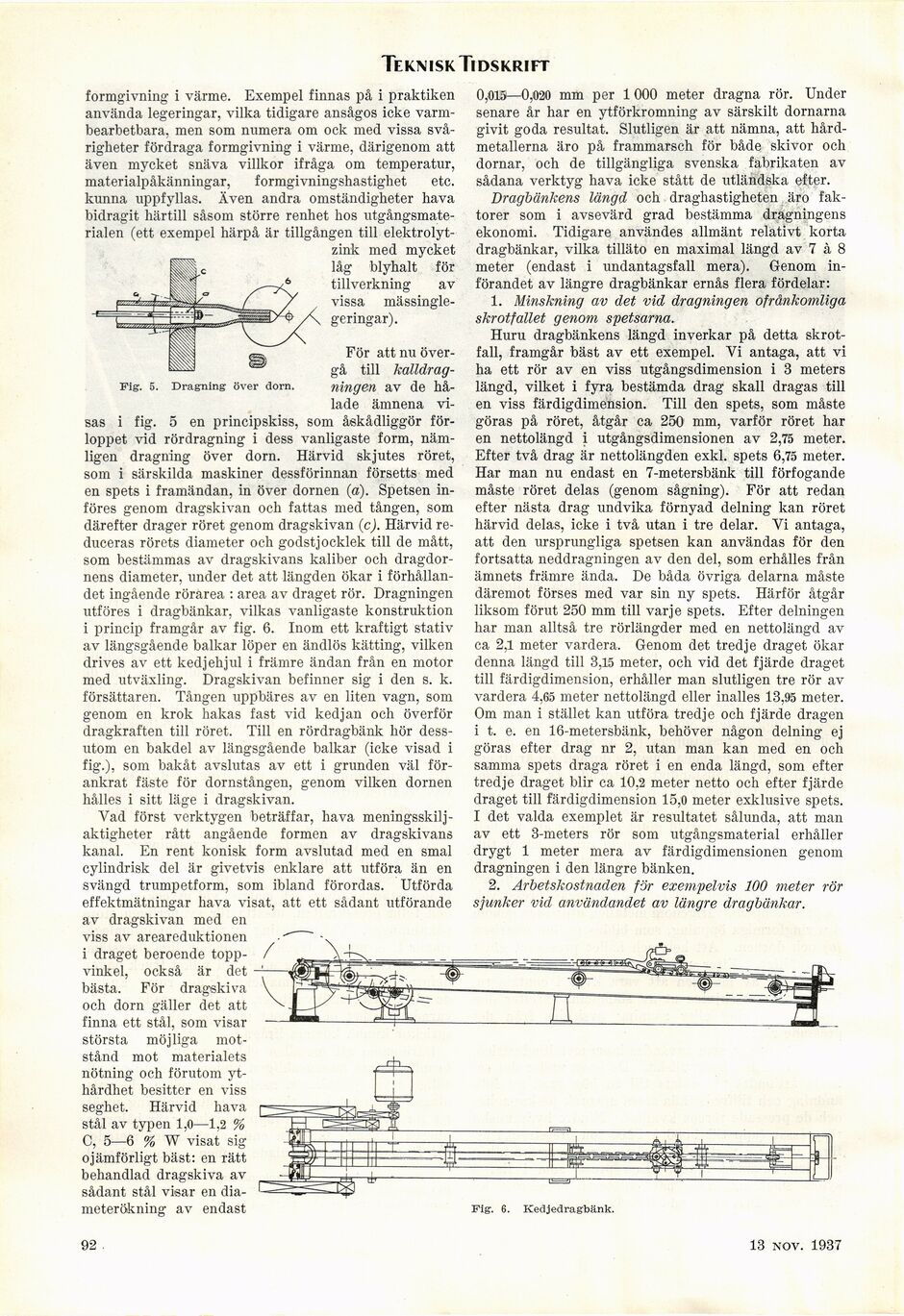
Fig. 5. Dragning över dorn.
formgivning i värme. Exempel finnas på i praktiken
använda legeringar, vilka tidigare ansågos icke
varm-bearbetbara, men som numera om ock med vissa
svårigheter fördraga formgivning i värme, därigenom att
även mycket snäva villkor ifråga om temperatur,
materialpåkänningar, formgivningshastighet etc.
kunna uppfyllas. Även andra omständigheter hava
bidragit härtill såsom större renhet hos
utgångsmaterialen (ett exempel härpå är tillgången till elektrolyt-
zink med mycket
låg blyhalt för
tillverkning av
vissa
mässinglegeringar).
För att nu
övergå till
kalldragningen av de
hå-lade ämnena
visas i fig. 5 en principskiss, som åskådliggör
förloppet vid rördragning i dess vanligaste form,
nämligen dragning över dorn. Härvid skjutes röret,
som i särskilda maskiner dessförinnan försetts med
en spets i framändan, in över dornen (a). Spetsen
införes genom dragskivan och fattas med tången, som
därefter drager röret genom dragskivan (c). Härvid
reduceras rörets diameter och godstjocklek till de mått,
som bestämmas av dragskivans kaliber och
dragdor-nens diameter, under det att längden ökar i
förhållandet ingående rörarea : area av draget rör. Dragningen
utföres i dragbänkar, vilkas vanligaste konstruktion
i princip framgår av fig. 6. Inom ett kraftigt stativ
av längsgående balkar löper en ändlös kätting, vilken
drives av ett kedjehjul i främre ändan från en motor
med utväxling. Dragskivan befinner sig i den s. k.
försättaren. Tången uppbäres av en liten vagn, som
genom en krok hakas fast vid kedjan och överför
dragkraften till röret. Till en rördragbänk hör
dessutom en bakdel av längsgående balkar (icke visad i
fig.), som bakåt avslutas av ett i grunden väl
förankrat fäste för dornstången, genom vilken dornen
hålles i sitt läge i dragskivan.
Vad först verktygen beträffar, hava
meningsskiljaktigheter rått angående formen av dragskivans
kanal. En rent konisk form avslutad med en smal
cylindrisk del är givetvis enklare att utföra än en
svängd trumpetform, som ibland förordas. Utförda
effektmätningar hava visat, att ett sådant utförande
av dragskivan med en
viss av areareduktionen
i draget beroende
toppvinkel, också är det
bästa. För dragskiva
och dorn gäller det att
finna ett stål, som visar
största möjliga
motstånd mot materialets
nötning och förutom
yt-hårdhet besitter en viss
seghet. Härvid hava
stål av typen 1,0—1,2 %
C, 5—6 "% W visat sig
ojämförligt bäst: en rätt
behandlad dragskiva av
sådant stål visar en
diameterökning av endast
0,013—0,020 mm per 1 000 meter dragna rör. Under
senare år har en ytförkromning av särskilt domarna
givit goda resultat. Slutligen är att nämna, att
hårdmetallerna äro på frammarsch för både skivor och
dornar, och de tillgängliga svenska fabrikaten av
sådana verktyg hava icke stått de utländska efter.
Dragbänkens längd och draghastigheten äro
faktorer som i avsevärd grad bestämma dragningens
ekonomi. Tidigare användes allmänt relativt korta
dragbänkar, vilka tilläto en maximal längd av 7 à 8
meter (endast i undantagsfall mera). Genom
införandet av längre dragbänkar ernås flera fördelar:
1. Minskning av det vid dragningen ofrånkomliga
skrotfallet genom spetsarna.
Huru dragbänkens längd inverkar på detta
skrotfall, framgår bäst av ett exempel. Vi antaga, att vi
ha ett rör av en viss utgångsdimension i 3 meters
längd, vilket i fyra bestämda drag skall dragas till
en viss färdigdimension. Till den spets, som måste
göras på röret, åtgår ca 250 mm, varför röret har
en nettolängd i utgångsdimensionen av 2,75 meter.
Efter två drag är nettolängden exkl. spets 6,75 meter.
Har man nu endast en 7-metersbänk till förfogande
måste röret delas (genom sågning). För att redan
efter nästa drag undvika förnyad delning kan röret
härvid delas, icke i två utan i tre delar. Vi antaga,
att den ursprungliga spetsen kan användas för den
fortsatta neddragningen av den del, som erhålles från
ämnets främre ända. De båda övriga delarna måste
däremot förses med var sin ny spets. Härför åtgår
liksom förut 250 mm till varje spets. Efter delningen
har man alltså tre rörlängder med en nettolängd av
ca 2,1 meter vardera. Genom det tredje draget ökar
denna längd till 3,15 meter, och vid det fjärde draget
till färdigdimension, erhåller man slutligen tre rör av
vardera 4,65 meter nettolängd eller inalles 13,95 meter.
Om man i stället kan utföra tredje och fjärde dragen
i t, e. en 16-metersbänk, behöver någon delning ej
göras efter drag nr 2, utan man kan med en och
samma spets draga röret i en enda längd, som efter
tredje draget blir ca 10,2 meter netto och efter fjärde
draget till färdigdimension 15,0 meter exklusive spets.
I det valda exemplet är resultatet sålunda, att man
av ett 3-meters rör som utgångsmaterial erhåller
drygt 1 meter mera av färdigdimensionen genom
dragningen i den längre bänken.
2. Arbetskostnaden för exempelvis 100 meter rör
sjunker vid användandet av längre dragbänkar.
Fig. 6. Kedjedragbänk.
92
13 nov. 1937
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}