
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Bergsvetenskap
drag i en dragbänk. Sålunda
utgör den möjliga areareduktionen
vid koppar 85—88 %,
motsvarande en 7 à 8-dubbling av det
ingående ämnets längd. Yid
mässing med 62 % Cu är en
areareduktion av 75—78 % möjlig,
vilket motsvarar ett förhållande
mellan längderna hos valsat rör
och utgångsmaterial av upp till
4,5:1. Härvid är dessutom att
märka, att de glödgningar, som
vid dragning, särskilt av
mässing-rör, måste inskjutas mellan
dragen helt bortfalla. Trots
uteslutande av glödgningarna är den
långt gående bearbetningen
möjlig att genomföra utan
sprickbildning, tack vare formgivningens
speciella karaktär. Vid kall
valsningen bortfaller också den
materialförlust, som vid
kalldragningen representeras av
spetsarna, i det att det
efterföljande rörämnet skjuter sista
delen av det föregående in
mellan valsarna varigenom hela
ämnet lämnar maskinen såsom användbart material.
Fig. 12 visar en "dragningsserie" och en
"vals-ningsserie" och ger ett tydligt intryck av skillnaden
i antalet operationer vid framställning av kopparrör
i dimensionen 10 mm invändigt X 1 mm
godstjocklek. I båda serierna är utgångsmaterialet 165 mm 0
koppargöt, som varmvalsas till 60 mm billets, hålas
till 62 mm utv. X 5 mm godstjocklek och betas. I
den ena serien underkastas rören 9 drag, innan
slutdimensionen uppnås (rad nr 2 anger glödgning, rad
nr 3 betning). I den andra serien följer efter
hål-ningen och betningen två kallvalsningar med
efterföljande glödgning och betning, varefter
färdigdimensionen uppnås i två drag. Sju dragningsoperationer
ersättas sålunda i detta fall av två
kallvalsnings-operationer.
Såsom ett annat exempel, från tillverkningen av
mässingrör (i legering 70: 30 o. likn.), kan nämnas,
Fig. 12. Tillverkning av kopparrör, 10 mm inv. X 1 mm
gods-tjocklek, med 165 mm koppargöt som utgångsmaterial, övre
delen visar en "dragningsserie" (med 9 drag efter hålningen).
Nedre delen visar en "valsningsserie" (med 2 kallvalsningar
och 2 drag efter hålningen).
Utvändig diameter i mm —-
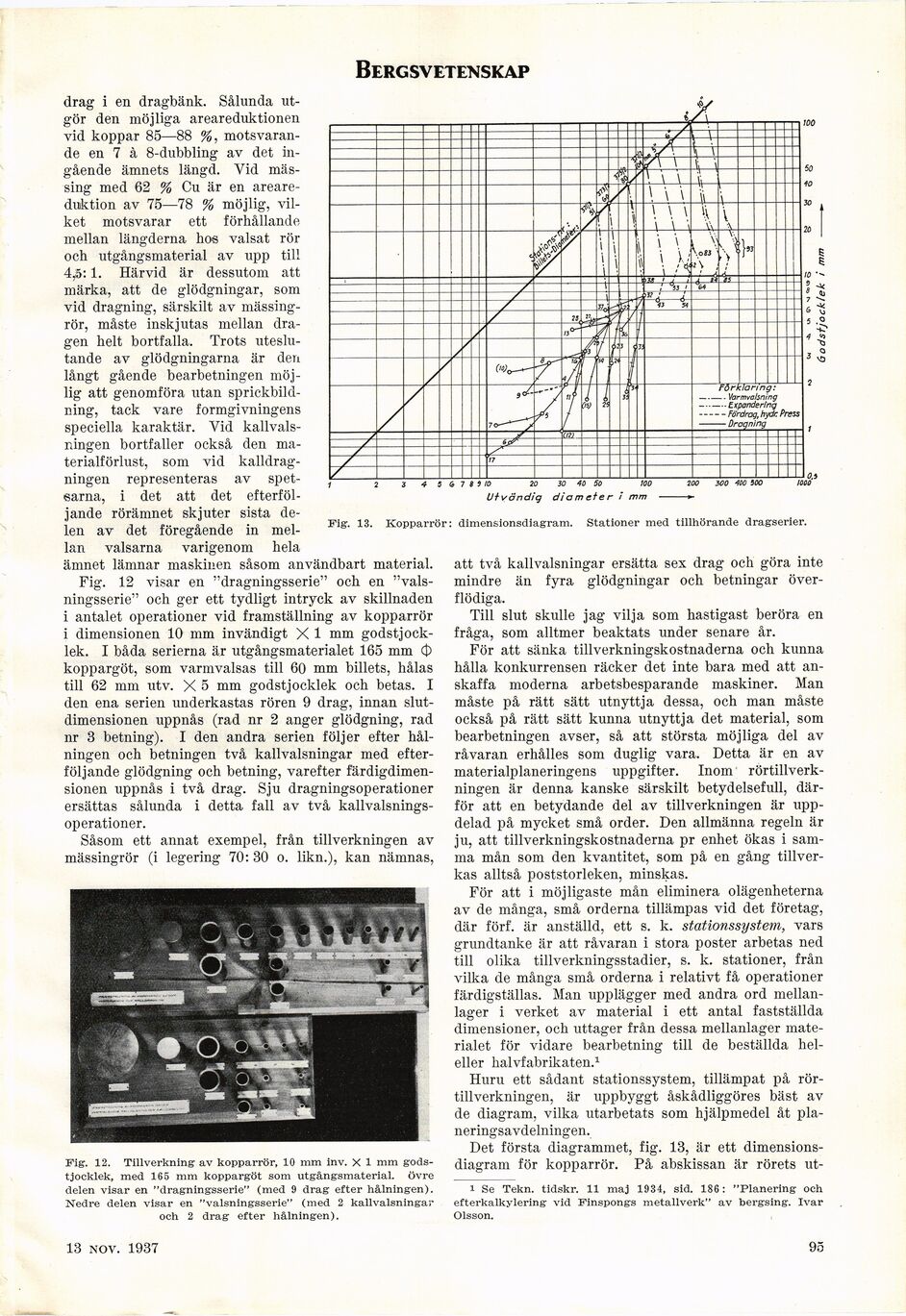
Fig. 13. Kopparrör: dimensionsdiagram. Stationer med tillhörande dragserier.
att två kallvalsningar ersätta sex drag och göra inte
mindre än fyra glödgningar och betningar
överflödiga.
Till slut skulle jag vilja som hastigast beröra en
fråga, som alltmer beaktats under senare år.
För att sänka tillverkningskostnaderna och kunna
hålla konkurrensen räcker det inte bara med att
anskaffa moderna arbetsbesparande maskiner. Man
måste på rätt sätt utnyttja dessa, och man måste
också på rätt sätt kunna utnyttja det material, som
bearbetningen avser, så att största möjliga del av
råvaran erhålles som duglig vara. Detta är en av
materialplaneringens uppgifter. Inom
rörtillverkningen är denna kanske särskilt betydelsefull,
därför att en betydande del av tillverkningen är
uppdelad på mycket små order. Den allmänna regeln är
ju, att tillverkningskostnaderna pr enhet ökas i
samma mån som den kvantitet, som på en gång
tillverkas alltså poststorleken, minskas.
För att i möjligaste mån eliminera olägenheterna
av de många, små orderna tillämpas vid det företag,
där förf. är anställd, ett s. k. stationssystem, vars
grundtanke är att råvaran i stora poster arbetas ned
till olika tillverkningsstadier, s. k. stationer, från
vilka de många små orderna i relativt få operationer
färdigställas. Man upplägger med andra ord
mellan-lager i verket av material i ett antal fastställda
dimensioner, och uttager från dessa mellanlager
materialet för vidare bearbetning till de beställda
hel-eller halvfabrikaten.1
Huru ett sådant stationssystem, tillämpat på
rörtillverkningen, är uppbyggt åskådliggöres bäst av
de diagram, vilka utarbetats som hjälpmedel åt
planeringsavdelningen.
Det första diagrammet, fig. 13, är ett
dimensionsdiagram för kopparrör. På abskissan är rörets ut-
1 Se Tekn. tidskr. 11 maj 1934, sid. 186: "Planering och
efterkalkylering vid Finspongs metallverk" av bergsing. Ivar
Olsson.
10 april 1937
95
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}