
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Mekanik
tjockleken minskas. Med ett lämpligt utformat
verktyg är det för mässing och stål vanligt med ett
specifikt plåthållartryck på 10—20 kg/cm2 på plåtytan
under plåthållaren, dvs. approximativt 0,005 gånger
summan av draghållfastheten och flytgränsen, vilket
är tillräckligt för att förhindra veckbildning.
I de fall, då plåten är tjockare än 3 % av
stämpeldiametern, har ett så stort och även ett väsentligt
högre plåthållartryck knappast någon inverkan på
dragbarheten. Ju tunnare plåten däremot är, desto
farligare är ett oriktigt plåthållartryck för
dragningens goda resultat.
För att vara säker på, att plåthållartrycket har rätt
värde, använder man i allt större omfattning
pneumatiska och hydrauliska plåthållare. Vid den förut
vanliga, tvångsstyrda plåthållaren kommer däremot
trycket att nå ett mycket högt värde, då inställningen
är felaktig eller plåtens tjocklek varierar. Även med
fjädrande plåthållare kan plåthållartrycket regleras
endast i synnerligen begränsad utsträckning. Yid
tvångsstyrda plåthållare kan dock, enligt Linicus
och författaren (7), plåthållartrycket reduceras till
praktiskt taget noll, om hållarens undre arbetande
yta är koniskt utformad. De mot varandra verkande
ytorna på plåthållare och dragring måste då vara så
noggrant slipade, att de utan hinder medgiva en
tjockleksökning av plåten under dragningen eller
med andra ord, avståndet mellan plåthållaren och
dragringen måste vid dragringens inre kant hava
ökats med 30 % av plåttjockleken.
Spänningar och töjniiigar vid djupdragning.
I det föregående har inflytandet av flera av de
mest betydande faktorerna vid
djupdragningsförfa-randet förklarats. För att man fullständigt skall
förstå dessa olika faktorers direkta och även deras
synnerligen komplicerade indirekta inverkan, är det
nödvändigt att i detta sammanhang också besitta en
ingående kännedom om de inre krafterna vid arbetet,
således spännings- och töjningsförhållandena. De
under de senaste 10 åren utförda vetenskapliga
undersökningarna hava till stor del bidragit till att belysa
dessa saker.
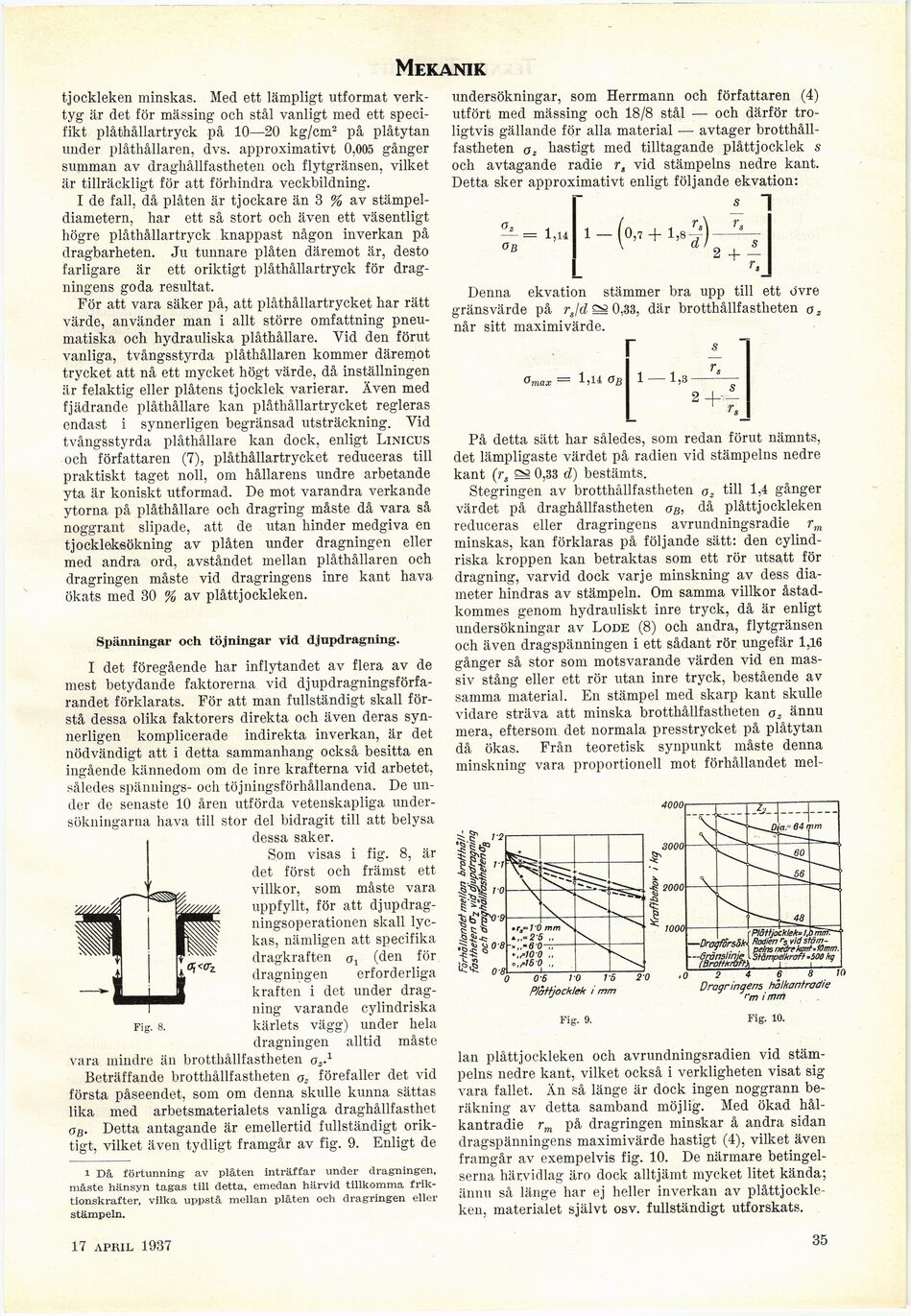
Som visas i fig. 8, är
det först och främst ett,
villkor, som måste vara
uppfyllt, för att
djupdrag-ningsoperationen skall
lyckas, nämligen att specifika
dragkraften at (den för
dragningen erforderliga
kraften i det under
dragning varande cylindriska
kärlets vägg) under hela
dragningen alltid måste
vara mindre än brotthållfastheten oz.x
Beträffande brotthållfastheten <j. förefaller det vid
första påseendet, som om denna skulle kunna sättas
lika med arbetsmaterialets vanliga draghållfasthet
øs. Detta antagande är emellertid fullständigt
oriktigt, vilket även tydligt framgår av fig. 9. Enligt de
Fig. 8.
i Då förtunning av plåten Inträffar under dragningen,
måste hänsyn tagas till detta, emedan härvid tillkomma
friktionskrafter, vilka uppstå mellan plåten och dragringen eller
stämpeln.
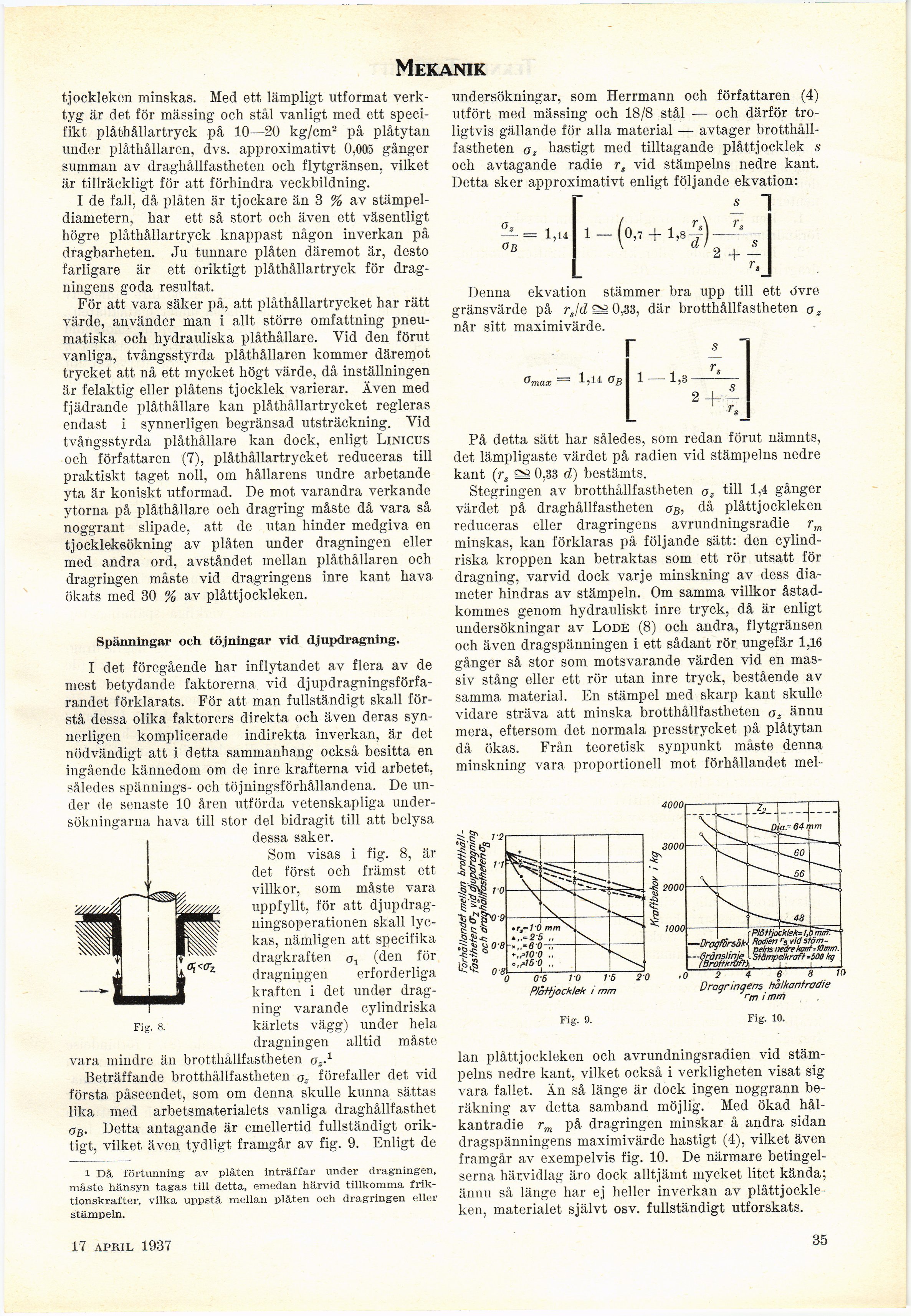
undersökningar, som Hermann och författaren (4)
utfört med mässing och 18/8 stål — och därför
troligtvis gällande för alla material — avtager
brotthållfastheten az hastigt med tilltagande plåttjocklek s
och avtagande radie rs vid stämpelns nedre kant.
Detta sker approximativt enligt följande ekvation:
ob
Z A
- = 1,14
-(°’7 + 1’8ér)
S
rs
2 + 1
r,
Denna ekvation stämmer bra upp till ett övre
gränsvärde på rjd Si 0,33, där brotthållfastheten o 2
når sitt maximivärde.
= 1,14 aB
1 — 1,3-
s
r„
På detta sätt har således, som redan förut nämnts,
det lämpligaste värdet på radien vid stämpelns nedre
kant (rs Sä 0,33 d) bestämts.
Stegringen av brotthållfastheten till 1,4 gånger
värdet på draghållfastheten a b, då plåttjockleken
reduceras eller dragringens avrundningsradie rm
minskas, kan förklaras på följande sätt: den
cylindriska kroppen kan betraktas som ett rör utsatt för
dragning, varvid dock varje minskning av dess
diameter hindras av stämpeln. Om samma villkor
åstadkommes genom hydrauliskt inre tryck, då är enligt
undersökningar av Lode (8) och andra, flytgränsen
och även dragspänningen i ett sådant rör ungefär 1,16
gånger så stor som motsvarande värden vid en
massiv stång eller ett rör utan inre tryck, bestående av
samma material. En stämpel med skarp kant skulle
vidare sträva att minska brotthållfastheten az ännu
mera, eftersom det normala presstrycket på plåtytan
då ökas. Från teoretisk synpunkt måste denna
minskning vara proportionell mot förhållandet mel-
0-6 10 IS
Plåttjocklek i mm
Fig. 9.
Dragringens hålkantradie
r m i mm
Fig. 10.
lan plåttjockleken och avrundningsradien vid
stämpelns nedre kant, vilket också i verkligheten visat sig
vara fallet. Än så länge är dock ingen noggrann
beräkning av detta samband möjlig. Med ökad
hål-kantradie rm på dragringen minskar å andra sidan
dragspänningens maximivärde hastigt (4), vilket även
framgår av exempelvis fig. 10. De närmare
betingelserna härvidlag äro dock alltjämt mycket litet kända;
ännu så länge har ej heller inverkan av
plåttjockleken, materialet självt osv. fullständigt utforskats.
20 febr. 1937
35
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}