
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Mekanik
egenskaper, torsion ock utmattning samt de
teknologiska proven differera så mycket inom de olika
normerna, att de icke alis behandlas i
sammanfattningen. Sammanfattningen slutar med en
rekommendation att utföra flera prov i praktiken, varvid då
nämnas särskilt dragprov, böjningsprov,
skjuvnings-prov och hårdhetsbestämningar.
Vad man särskilt fäster sig vid, då man tager del
av alla dessa normer och undersökningar är, att det
icke råder någon enhetlighet beträffande det allra
mest fundamentala, nämligen provtagningen, och de
olika provstycksformens. Beträffande provtagningen
är sålunda icke fastslaget, om provstyckena skola
gjutas separat, gjutas fast, så att de lätt kunna
lösgöras från gjutstycket, eller gjutas så att de med
en mycket stor del sammanhänga med detta och
måste avlägsnas genom chippning, sågning eller skär {+-+}
ning. Det råder heller icke någon enighet om
dimensionerna på dessa gjutna provstycken, och formen
t. e. på dragprovstyckena i för dragning färdigt
tillstånd varierar högst väsentligt.
För att återgå till förslaget från
Maskinindustri-föreningens gjutjärnskommitté så har jag utfört en
del undersökningar på två gjutjärnskvaliteter från
SKF, Katrineholm, den ena motsvarande
handels-gjutgodset och den andra ett maskingods för
cylinderblock till bilmotorer. Vid provningarna har jag
parallellt utfört undersökningar på provstycken
gjutna dels efter Svenska teknologföreningens
normalbestämmelser för materialier och arbeten vid
järnkonstruktioner för bro- och husbyggnader och dels
efter förslaget. Enligt detta utgör tre provstycken
en provsats, och av dessa skola minst två ge
godkänt resultat, för att provningen skall föranleda ett
godkännande av gjutgodset. Samtliga prov gjutas
stående.
I det efterföljande komma provningsresultat
erhållna på de förra provstängerna att hänföras till
beteckningen ST och på de senare till MG. Samma
beteckningar komma även att användas, när vi t. e.
tala om resp. fordringar eiler normer.
Provstyckena enligt ST hade dimensionerna
1 100 X 30 X 30 mm. Provstyckena enligt MG voro
dels 380 X 22 mm 0) avsedda i första hand för böj-
ningsprov, och dels profilerade enligt fig. 2 i
förslaget och med mått enligt tabell II. Värdet på a
var dels 24, dels 15 mm.
Samtliga provstycken voro gjutna i råsand.
De båda kvaliteterna betecknas i det efterföljande
N och V.
N utgör SKF-Katrineholms normalkvalitet för
han-delsgjutgods och motsvarar sålunda MG:s kvalitet A.
På denna är av MG icke uppställda några speciella
hållfasthetsfordringar.
V utgör SKF-Katrineholms kvalitet för
cylinderblock till bilmotorer. Den bör räknas till MG:s
kvalitet C. MG:s fordringar komma nedan att angivas
tillsammans med de erhållna provningsresultaten.
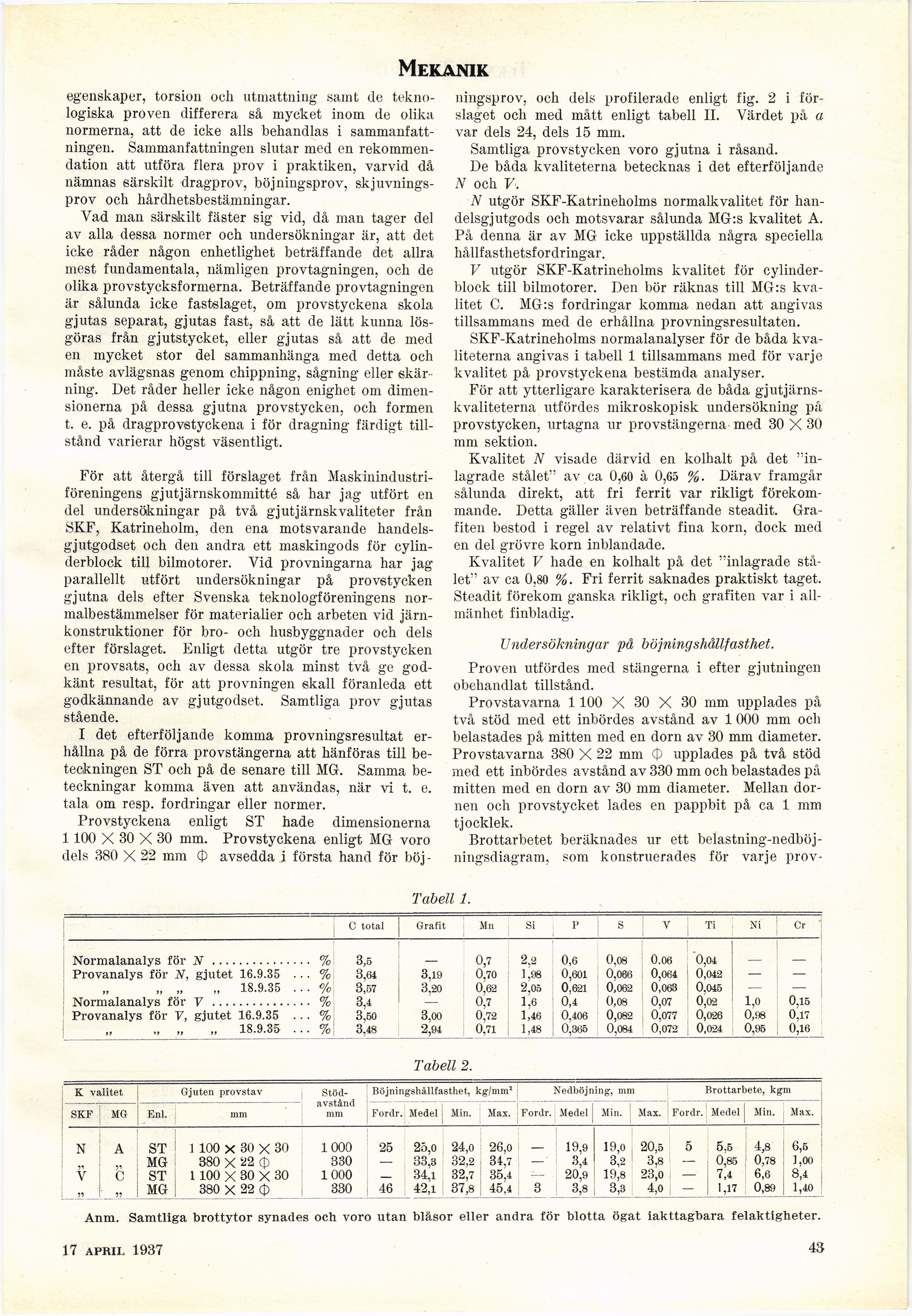
SKF-Katrineholms normalanalyser för de båda
kvaliteterna angivas i tabell 1 tillsammans med för varje
kvalitet på provstyckena bestämda analyser.
För att ytterligare karakterisera de båda
gjutjärnskvaliteterna utfördes mikroskopisk undersökning på
provstycken, urtagna ur provstängerna med 30 X 30
mm sektion.
Kvalitet N visade därvid en kolhalt på det
"inlagrade stålet" av ca 0,60 à 0,65 %. Därav framgår
sålunda direkt, att fri ferrit var rikligt
förekommande. Detta gäller även beträffande steadit.
Grafiten bestod i regel av relativt fina korn, dock med
en del grövre korn inblandade.
Kvalitet V hade en kolhalt på det "inlagrade
stålet" av ca 0,80 %. Fri ferrit saknades praktiskt taget.
Steadit förekom ganska rikligt, och grafiten var i
allmänhet finbladiga.
Undersökningar på böjningshållfasthet.
Proven utfördes med stängerna i efter gjutningen
obehandlat tillstånd.
Provstavarna 1 100 X 30 X 30 mm upplades på
två stöd med ett inbördes avstånd av 1 000 mm och
belastades på mitten med en dorn av 30 mm diameter.
Provstavarna 380 X 22 mm <‡> upplades på två stöd
med ett inbördes avstånd av 330 mm och belastades på
mitten med en dorn av 30 mm diameter. Mellan
dornen och provstycket lades en pappbit på ca 1 mm
tjocklek.
Brottarbetet beräknades ur ett
belastning-nedböj-ningsdiagram, som konstruerades för varje prov-
Tabell 1.
C total Grafit Mn Si P s v Ti Ni Cr j
Normalanalys för N . .. % 3,5 0,7 2,2 0,6 0,08 0.06 0,04 _
Provanalys för N, gjutet 16.9.35 . ■ ■ % 3,64 3.19 0,70 1,98 0,601 0,066 0,064 0,042 — —
18.9.35 . .. % 3,57 3,20 0,62 2,05 0,621 0,062 0,068 0,045 — — 1
Normalanalys för V . .. % 3,4 — 0,7 1.6 0,4 0,08 0,07 0,02 1,0 0,15
Provanalys för V, gjutet 16.9.35 . -. % 3,50 3,00 0,72 1,46 0,406 0,082 0,077 0,026 0,98 0.17
», " o 18.9.35 . . . % 3,48 2,94 0,71 1,48 0,365 0,084 0,072 0,024 0,95 0,16
Tabell 2.
K valitet Gjuten provstav [-SWd-avstånd-] {+SWd- avstånd+} mm Böjnin gshållfasthet, kg/mm2 Nedböjning, mm Brottarbete, kgm
SKF MG Enl. mm Fordr. Medel Min. Max. Fordr. Medel Min. Max. Fordr. Medel Min. Max.
N A ST 1 100 X 30 x 30 1000 25 25,0 24,0 26,0 — 19,9 19,0 20,5 5 5.5 4,8 6,5
MG 380 X 22 0 330 — 33,3 32,2 34.7 - 3,4 3,2 3,8 — 0,85 0,78 1,00
V O ST 1 100 X 30 X 30 1000 _ 34.1 32,7 35.4 — 20,9 19,8 23,0 — 7,4 6,6 8,4 .
MG 380 X 22 0 330 46 42,1 37,8 45,4 3 3,8 3,3 4,0 — 1,17 0,89 1,40
Anm. Samtliga brottytor synades och voro utan blåsor eller andra för blotta ögat iakttagbara felaktigheter.
20 febr. 1937 43
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}