
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Mekanik
från mätningar av ett delningshjul till
kugghjuls-fräsmaskin. Mätningarna äro gjorda med Zeiss
vinkel-delningsapparater och kollimator. Mätvärdena, i
minuter och sekunder, äro omräknade till
hundradelsmillimeter för att underlätta uppritandet av
summa-delningsfelskurvan. Fördelen med en sådan
kurva den ger en lätt överskådlig bild av del-
ningsfelens storlek, periodicitet. Kurvan visar en
mycket stor avvikelse från rätt delning mellan fjärde
och sextonde kuggarna, således på en mycket liten
del av omkretsen. Dessa fel äro sedan utjämnade på
en större del av hjulets omkrets. Max. delningsfel är
lika med avståndet mellan kurvans högsta och lägsta
punkt 0,095 mm.
Ett annat tillvägagångssätt användes vid
uppritandet av summa-delningsfelskurvan, om
delningsmätningarna utföras med minimetrar, som det är
visat i fig. 1. enär dessa mätningar äro en
jämförelsemätning mellan hjulets kuggdelningar.
Apparaten är, som förut nämnts, inställd för en godtyckligt
väld kuggdelning. Yid mätningen erhålles nu, om
fel finnes i delningen, en ökning eller minskning av
det inställda måttet. Dessa avvikelser, minskning
eller ökning, erhålla — eller -j- tecken och uppställas
tabellariskt eller uppritas i lämplig skala. Därefter
uträknas medelvärdet för alla mätvärdena. Pius- och
minusvärdena summeras algebraiskt. Summan
divideras med antalet delningar. Detta nya värde är det
teoretiskt rätta för den delningsdiameter, som
apparaten är inställd för. Före uppritandet av
summa-delningsfelkurvan måste skillnaden först uträknas
mellan medelvärdet och det uppmätta värdet för
varje kugg. Dessa värden äro avvikelser från en
teoretiskt riktig delning, de erhålla + eller —
tecken, beroende på om det uppmätta värdet är
större eller mindre än det uträknade medelvärdet.
Om en algebraisk summering utföres med alla
mätvärdena och dessa värden uppritas i lämplig skala,
så erhålles en summadelningsfelkurva i likhet med
fig. 3. Varje kuggs avvikelse från rätt delning
erhålles på så sätt, likaså den maximala
delningsavvikelsen för hela kugghjulet.
För en kugghjulstillverkning är det av samma
betydelse att ha noggrant tillverkade och under-
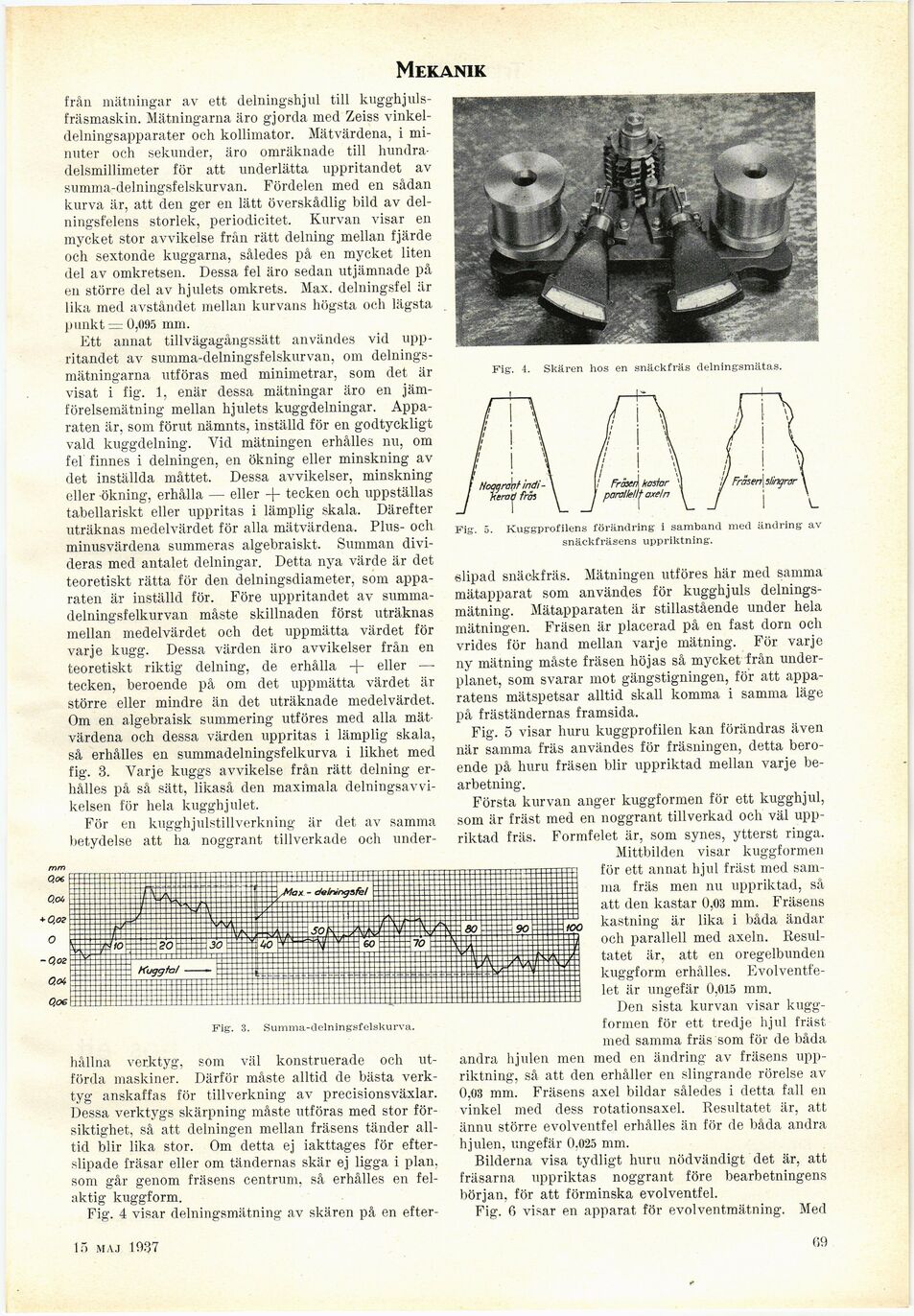
Fig. 4. Skären hos en snäckfräs deiningsmätas.
Fig’.
Kuggprofilens förändring i samband med ändring’ av
snäckfräsens uppriktning.
-0,02
Fig’. 3. Summa-delningsfelskurva.
hållna verktyg, som väl konstruerade och
utförda maskiner. Därför måste alltid de bästa
verktyg anskaffas för tillverkning av precisionsväxlar.
Dessa verktygs skärpning måste utföras med stor
försiktighet, så att delningen mellan fräsens tänder
alltid blir lika stor. Om detta ej iakttages för
efter-slipade frasar eller om tändernas skär ej ligga i plan,
som går genom fräsens centrum, så erhålles en
felaktig kuggform.
Fig. 4 visar delningsmätning av skären på en efter-
slipad snäckfräs. Mätningen utföres här med samma
mätapparat som användes för kugghjuls
delningsmätning. Mätapparaten är stillastående under hela
mätningen. Fräsen är placerad på en fast dorn och
vrides ior hand mellan varje mätning. För varje
ny mätning måste fräsen höjas så mycket från
underplanet, som svarar mot gängstigningen, för att
apparatens mätspetsar alltid skall komma i samma läge
på fräständernas framsida.
Fig. 5 visar huru kuggprofilen kan förändras även
när samma fräs användes för fräsningen, detta
beroende på huru fräsen blir uppriktad mellan varje
bearbetning.
Första kurvan anger kuggformen för ett kugghjul,
soin är fräst med en noggrant tillverkad och väl
uppriktad fräs. Formfelet är, som synes, ytterst ringa.
Mittbilden visar kuggformen
för ett annat hjul fräst med
samnia fräs men nu uppriktad, så
att den kastar 0,03 mm. Fräsens
kastning är lika i båda ändar
och parallell med axeln.
Resultatet är, att en oregelbunden
kuggform erhålles.
Evolventfe-let är ungefär 0,015 mm.
Den sista kurvan visar
kuggformen för ett tredje hjul fräst
med samma fräs som för de båda
andra hjulen men med en ändring av fräsens
uppriktning, så att den erhåller en slingrande rörelse av
0,08 mm. Fräsens axel bildar således i detta fall en
vinkel med dess rotationsaxel. Resultatet är, att
ännu större evolventfel erhålles än för de båda andra
hjulen, ungefär 0.025 mm.
Bilderna visa tydligt huru nödvändigt det är, att
fräsarna uppriktas noggrant före bearbetningens
början, för att förminska evolventfel.
Fig. 6 visar en apparat för evolventmätning. Med
15 maj 1937
09
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}