
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
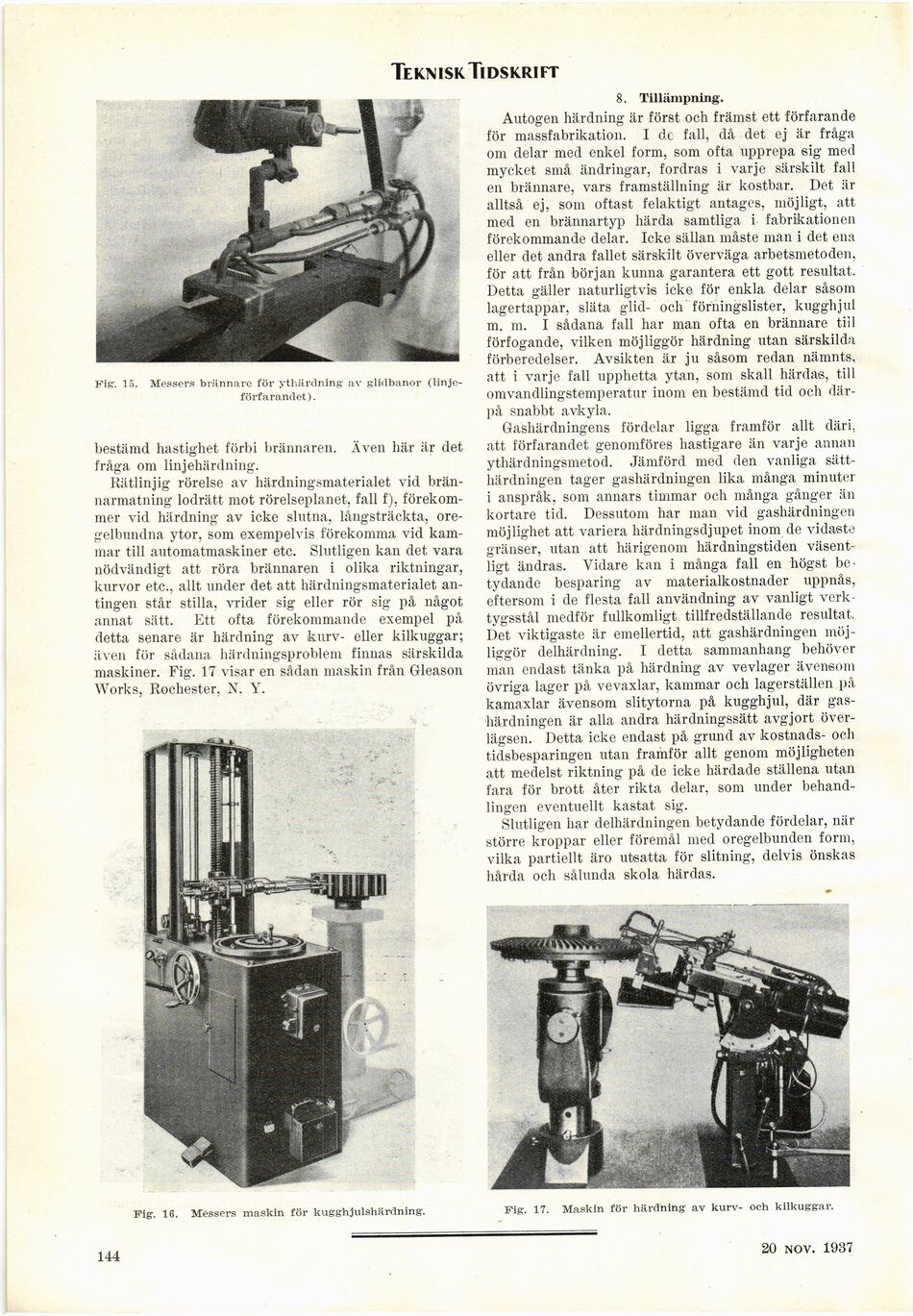
Fig. 16. Messers maskin för kugghjulshärdning.
Fig. 15. Messers brännare för ythärdning av glidbanor
(linjeförfarandet).
bestämd hastighet förbi brännaren. Även här iir det
fråga om linjehärdning.
Rätlinjig rörelse av härdningsmaterialet vid
brän-narmatning lodrätt mot rörelseplanet, fall f),
förekommer vid härdning av icke slutna, långsträckta,
oregelbundna ytor, som exempelvis förekomma vid
kammar till automatmaskiner etc. Slutligen kan det vara
nödvändigt att röra brännaren i olika riktningar,
kurvor etc., allt under det att härdningsmaterialet
antingen står stilla, vrider sig eller rör sig på något
annat sätt. Ett ofta. förekommande exempel på
detta senare är härdning av kurv- eller kilkuggar;
även för sådana härdningsproblem finnas särskilda
maskiner. Fig. 17 visar en sådan maskin från Gleason
Works, Rochester, N. Y.
8. Tillämpning.
Autogen härdning är först och främst ett förfarande
för massfabrikation. I de fall, då det ej är fråga
om delar med enkel form, som ofta upprepa sig med
mycket små ändringar, fordras i varje särskilt fall
en brännare, vars framställning är kostbar. Det är
alltså ej, som oftast felaktigt antages, möjligt, att
med en brännartyp härda samtliga i fabrikationen
förekommande delar. leke sällan måste man i det ena
eller det andra fallet särskilt överväga arbetsmetoden,
för att från början kunna garantera ett gott resultat.
Detta gäller naturligtvis icke för enkla delar såsom
lagertappar, släta glid- och förningslister, kugghjul
m. m. I sådana fall har man ofta en brännare tiil
förfogande, vilken möjliggör härdning utan särskilda
förberedelser. Avsikten är ju såsom redan nämnts,
att i varje fall upphetta ytan, som skall härdas, till
omvandlingstemperatur inom en bestämd tid och
därpå snabbt avkyla.
Gashärdningens fördelar ligga framför allt däri,
att förfarandet genomföres hastigare än varje annan
ythärdningsmetod. Jämförd med den vanlig Ri
sätt-härdningen tager gashärdningen lika många minuter
i anspråk, som annars timmar och många gånger än
kortare tid. Dessutom har man vid gashärdningen
möjlighet att variera härdningsdjupet inom de vidaste
gränser, utan att härigenom härdningstiden
väsentligt ändras. Vidare kan i många fall en högst
betydande besparing av materialkostnader uppnås,
eftersom i de flesta fall användning av vanligt
verktygsstål medför fullkomligt tillfredställande resultat.
Det viktigaste är emellertid, att gashärdningen
möjliggör delhärdning. I detta sammanhang behöver
man endast tänka på härdning av vevlager ävensom
övriga lager på vevaxlar, kammar och lagerställen på
kamaxlar ävensom slitytorna på kugghjul, där
gashärdningen är alla andra härdningssätt avgjort
överlägsen. Detta icke endast på grund av kostnads- och
tidsbesparingen utan framför allt genom möjligheten
att medelst riktning på de icke härdade ställena utan
fara för brott åter rikta delar, som under
behandlingen eventuellt kastat sig.
Slutligen har delhärdningen betydande fördelar, när
större kroppar eller föremål med oregelbunden form,
vilka partiellt äro utsatta för slitning, delvis önskas
hårda och sålunda skola härdas.
Fig. 17. Maskin för härdning av kurv- och kilkuggar.
144 18 sept. 1937
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}