
Full resolution (JPEG) - On this page / på denna sida - Häfte 4. 29 jan. 1938 - Bimetall, av Robert Engström
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
Vad tillverkas nu bimetall av för material och hur
sker tillverkningen? Som framgår av formeln 2) blir
böjningen stor om skillnaden i de båda
komponenternas utvidgningskoefficienter är stor. Det var först
när fransmannen Guillaume år 1896 upptäckte
legeringen "invar" (3) som man fick möjlighet att
framställa bimetall med stor böjning. Invarlegeringen är
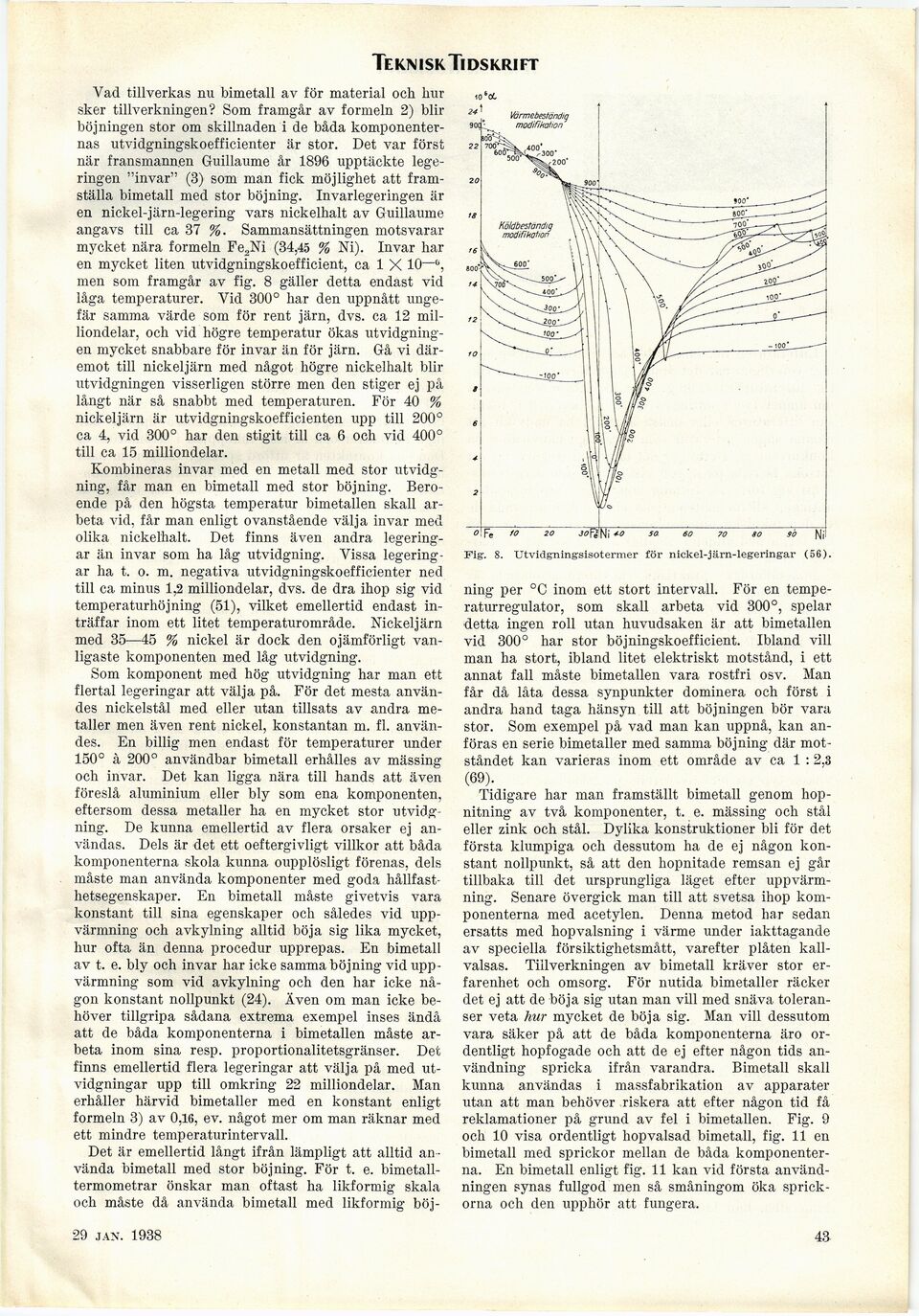
en nickel-järn-legering vars nickelhalt av Guillaume
angavs till ca 37 %. Sammansättningen motsvarar
mycket nära formeln Fe,Ni (34,45 % Ni). Invar har
en mycket liten utvidgningskoefficient, ca 1 X 10—b,
men som framgår av fig. 8 gäller detta endast vid
låga temperaturer. Vid 300° har den uppnått
ungefär samma värde som för rent järn, dvs. ca 12
milliondelar, och vid högre temperatur ökas
utvidgningen mycket snabbare för invar än för järn. Gå vi
däremot till nickeljärn med något högre nickelhalt blir
utvidgningen visserligen större men den stiger ej på
långt när så snabbt med temperaturen. För 40 %
nickel järn är utvidgningskoefficienten upp till 200°
ca 4, vid 300° har den stigit till ca 6 och vid 400°
till ca 15 milliondelar.
Kombineras invar med en metall med stor
utvidgning, får man en bimetall med stor böjning.
Beroende på den högsta temperatur bimetallen skall
arbeta vid, får man enligt ovanstående välja invar med
olika nickelhalt. Det finns även andra
legeringar än invar som ha låg utvidgning. Vissa
legeringar ha t. o. m. negativa utvidgningskoefficienter ned
till ca minus 1,2 milliondelar, dvs. de dra ihop sig vid
temperaturhöjning (51), vilket emellertid endast
inträffar inom ett litet temperaturområde. Nickeljärn
med 35—45 % nickel är dock den ojämförligt
vanligaste komponenten med låg utvidgning.
Som komponent med hög utvidgning har man ett
flertal legeringar att välja på. För det mesta
användes nickelstål med eller utan tillsats av andra
metaller men även rent nickel, konstantan m. fi.
användes. En billig men endast för temperaturer under
150° à 200° användbar bimetall erhålles av mässing
och invar. Det kan ligga nära till hands att även
föreslå aluminium eller bly som ena komponenten,
eftersom dessa metaller ha en mycket stor
utvidgning. De kunna emellertid av flera orsaker ej
användas. Dels är det ett oeftergivligt villkor att båda
komponenterna skola kunna oupplösligt förenas, dels
måste man använda komponenter med goda
hållfasthetsegenskaper. En bimetall måste givetvis
vara-konstant till sina egenskaper och således vid
uppvärmning och avkylning alltid böja sig lika mycket,
hur ofta än denna procedur upprepas. En bimetall
av t. e. bly och invar har icke samma böjning vid
uppvärmning som vid avkylning och den har icke
någon konstant nollpunkt (24). Även om man icke
behöver tillgripa sådana extrema exempel inses ändå
att de båda komponenterna i bimetallen måste
arbeta inom sina resp. proportionalitetsgränser. Det
finns emellertid flera legeringar att välja på med
utvidgningar upp till omkring 22 milliondelar. Man
erhåller härvid bimetaller med en konstant enligt
formeln 3) av 0,16, ev. något mer om man räknar med
ett mindre temperaturintervall.
Det är emellertid långt ifrån lämpligt att alltid an {+-+}
vända bimetall med stor böjning. För t. e.
bimetall-termometrar önskar man oftast ha likformig skala
och måste då använda bimetall med likformig böj-
0TFe 10 20 J^FeNi *0 sa 60 70 SO SÖ Ni
Fig. S. Utvidgningsisotermer för nickel-järn-legeringar (56).
ning per °C inom ett stort intervall. För en
temperaturregulator, som skall arbeta vid 300°, spelar
detta ingen roll utan huvudsaken är att bimetallen
vid 300° har stor böjningskoefficient. Ibland vill
man ha stort, ibland litet elektriskt motstånd, i ett
annat fall måste bimetallen vara rostfri osv. Man
får då låta dessa synpunkter dominera och först i
andra hand taga hänsyn till att böjningen bör vara
stor. Som exempel på vad man kan uppnå, kan
anföras en serie bimetaller med samma böjning där
motståndet kan varieras inom ett område av ca 1 : 2,3
(69).
Tidigare har man framställt bimetall genom
hop-nitning av två komponenter, t. e. mässing och stål
eller zink och stål. Dylika konstruktioner bli för det
första klumpiga och dessutom ha de ej någon
konstant nollpunkt, så att den hopnitade remsan ej går
tillbaka till det ursprungliga läget efter
uppvärmning. Senare övergick man till att svetsa ihop
komponenterna med acetylen. Denna metod har sedan
ersatts med hopvalsning i värme under iakttagande
av speciella försiktighetsmått, varefter plåten
kallvalsas. Tillverkningen av bimetall kräver stor
erfarenhet och omsorg. För nutida bimetaller räcker
det ej att de böja sig utan man vill med snäva
toleranser veta hur mycket de böja sig. Man vill dessutom
vara säker på att de båda komponenterna äro
ordentligt hopfogade och att de ej efter någon tids
användning spricka ifrån varandra. Bimetall skall
kunna användas i massfabrikation av apparater
utan att man behöver riskera att efter någon tid få
reklamationer på grund av fel i bimetallen. Fig. 9
och 10 visa ordentligt hopvalsad bimetall, fig. 11 en
bimetall med sprickor mellan de båda
komponenterna. En bimetall enligt fig. 11 kan vid första
användningen synas fullgod men så småningom öka
sprickorna och den upphör att fungera.
29 jan. 1938
43
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}