
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
Den typ av betraktelse som här ovan gjorts och som
utgår från den verkliga belastning som
konstruktionen kan bära har av tyskarna betecknats som
"Trag-lastverfahren". På svenska kunde nian tänka sig
"bärighetsmetoden" eller dylikt.
Metoden härrör, som jag tror, från F. Bleich (22)
och är helt ny, även om den mer eller mindre
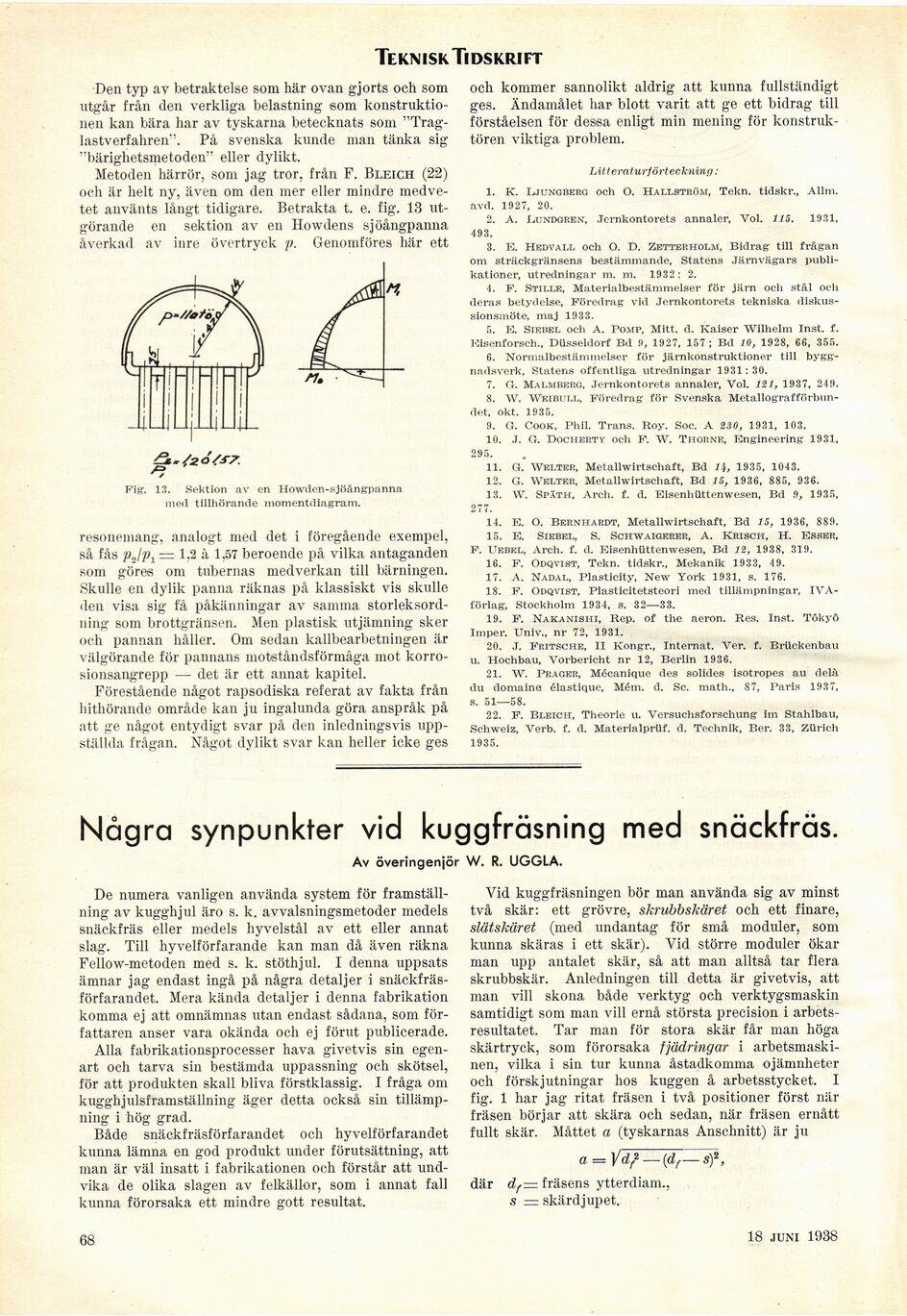
medvetet använts långt tidigare. Betrakta t. e. fig. 13
utgörande en sektion av en Howdens sjöångpanna
åverkad av inre övertryck p. Genomföres här ett
Fig. 13. Sektion av en Howilen-sjöångpanna
med tillhörande momentdiagram.
resonemang, analogt med det i föregående exempel,
så fås p.,lpt =1,2 à 1,57 beroende på vilka antaganden
som göres om tubernas medverkan till bärningen.
Skulle en dylik panna räknas på klassiskt vis skulle
den visa sig få påkänningar av samma
storleksordning som brottgränsen. Men plastisk utjämning sker
och pannan håller. Om sedan kallbearbetningen är
välgörande för pannans motståndsförmåga mot
korrosionsangrepp — det är ett annat kapitel.
Förestående något rapsodiska referat av fakta från
hithörande område kan ju ingalunda göra anspråk på
att ge något entydigt svar på den inledningsvis
uppställda frågan. Något dylikt svar kan heller icke ges
och kommer sannolikt aldrig att kunna fullständigt
ges. Ändamålet har blott varit att ge ett bidrag till
förståelsen för dessa enligt min mening för
konstruktören viktiga problem.
Litteraturförteckning :
1. K. Ljungberg och O. Hallström, Tekn. tidskr., Allm.
avd. 1927, 20.
2. A. Lundgren, Jernkontorets annaler, Vol. 115. 1931,
493.
3. E. Hedvall och O. D. Zetterholm, Bidrag till frågan
om sträckgränsens bestämmande, Statens Järnvägars
publikationer, utredningar m. m. 1932: 2.
4. F. Stille, Materialbestämmelser för järn och stål och
deras betydelse, Föredrag vid Jernkontorets tekniska
diskussionsmöte, maj 1933.
5. E. sieiiel och A. Pomp, Mitt. d. Kaiser Wilhelm Inst. f.
Eisenforsch., Dusseldorf Bd !), 1927, 157 ; Bd 10, 1928, 66, 355.
6. Normalbestämmelser för järnkonstruktioner till
byggnadsverk, Statens offentliga utredningar 1931: 30.
7. g. Malmberg, Jernkontorets annaler, Vol. 121, 1937, 249.
8. AV. Weibull, Föredrag för Svenska
Metallografförbundet, okt. 1935.
9. G. Cook, Phil. Träns. Roy. Soc. A 230, 1931, 103.
10. J. G. Docherty och F. W. Thorne, Engineering 1931,
295.
11. G. Welter, Metallwirtschaft, Bd li, 1935, 1043.
12. G. Welter, Metallwirtschaft, Bd 15, 1936, 885, 936.
13. W. Späth, Arch. f. d. Eisenliüttenwesen, Bd !), 1935,
277.
14. E. O. Bernhardt, Metallwirtschaft, Bd 15, 1936, 889.
15. e. slebel, s. schwaigerer, A. krisch, H. esser,
F. Uebel, Arch. f. d. Eisenhüttenwesen, Bd 12, 1938, 319.
16. F. Odqvist, Tekn. tidskr., Mekanik 1933, 49.
17. a. Nadal, Plasticity, New York 1931, s. 176.
18. F. Odqvist, Plasticitetsteori med tillämpningar,
IVA-förlag, Stockholm 1934, s. 32—33.
19. F. Nakanishi, Rep. of the aeron. Res. Inst. Tokyö
Imper. Univ., nr 72, 1931.
20. J. E’p.itsche, II Kongr., Internat. Ver. f. Brückenbau
u. Hochbau, Vorbericht nr 12, Berlin 1936.
21. W. Prager, Mécanique des solides isotropes au delà
du domaina élastique, Mém. d. Sc. math., 87, Paris 1937,
s. 51—58.
22. F. Bleich, Theorie u. Versuchsforschung iin Stahlbau,
Schweiz, Verb. f. d. MaterialprUf. d. Technik, Ber. 33, Zürich
1935.
Några synpunkter vid kuggfräsning m ed snäckfräs.
Av överingenjör W. R. UGGLA.
De numera vanligen använda system för
framställning av kugghjul äro s. k. avvalsningsmetoder medels
snäckfräs eller medels hyvelstål av ett eller annat
slag. Till hyvelförfarande kan man då även räkna
Fellow-metoden med s. k. stöthjul. I denna uppsats
ämnar jag endast ingå på några detaljer i
snäckfräs-förfarandet. Mera kända detaljer i denna fabrikation
komma ej att omnämnas utan endast sådana, som
författaren anser vara okända och ej förut publicerade.
Alla fabrikationsprocesser hava givetvis sin
egenart och tarva sin bestämda uppassning och skötsel,
för att produkten skall bliva förstklassig. I fråga om
kugghjulsframställning äger detta också sin
tillämpning i hög grad.
Både snäckfräsförfarandet och hyvelförfarandet
kunna lämna en god produkt under förutsättning, att
man är väl insatt i fabrikationen och förstår att
undvika de olika slagen av felkällor, som i annat fall
kunna förorsaka ett mindre gott resultat.
Vid kuggfräsningen bör man använda sig av minst
två skär: ett grövre, skrubbskäret och ett finare,
slätskäret (med undantag för små moduler, som
kunna skäras i ett skär). Vid större moduler ökar
man upp antalet skär, så att man alltså tar flera
skrubbskär. Anledningen till detta är givetvis, att
man vill skona både verktyg och verktygsmaskin
samtidigt som man vill ernå största precision i
arbetsresultatet. Tar man för stora skär får man höga
skärtryck, som förorsaka fjädringar i
arbetsmaskinen, vilka i sin tur kunna åstadkomma ojämnheter
och förskjutningar hos kuggen å arbetsstycket. I
fig. 1 har jag ritat fräsen i två positioner först när
fräsen börjar att skära och sedan, när fräsen ernått
fullt skär. Måttet a (tyskarnas Anschnitt) är ju
a = ]/df* — (df—s†,
där df= fräsens ytterdiam.,
s — skärdjupet.
68
18 juni 1938
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}