
Full resolution (JPEG) - On this page / på denna sida - Häfte 31. 5 aug. 1939 - Tillverkning av tennplåt, konservburkar och konserver i U. S. A., av Martin Stenström
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
TekniskTidskrift
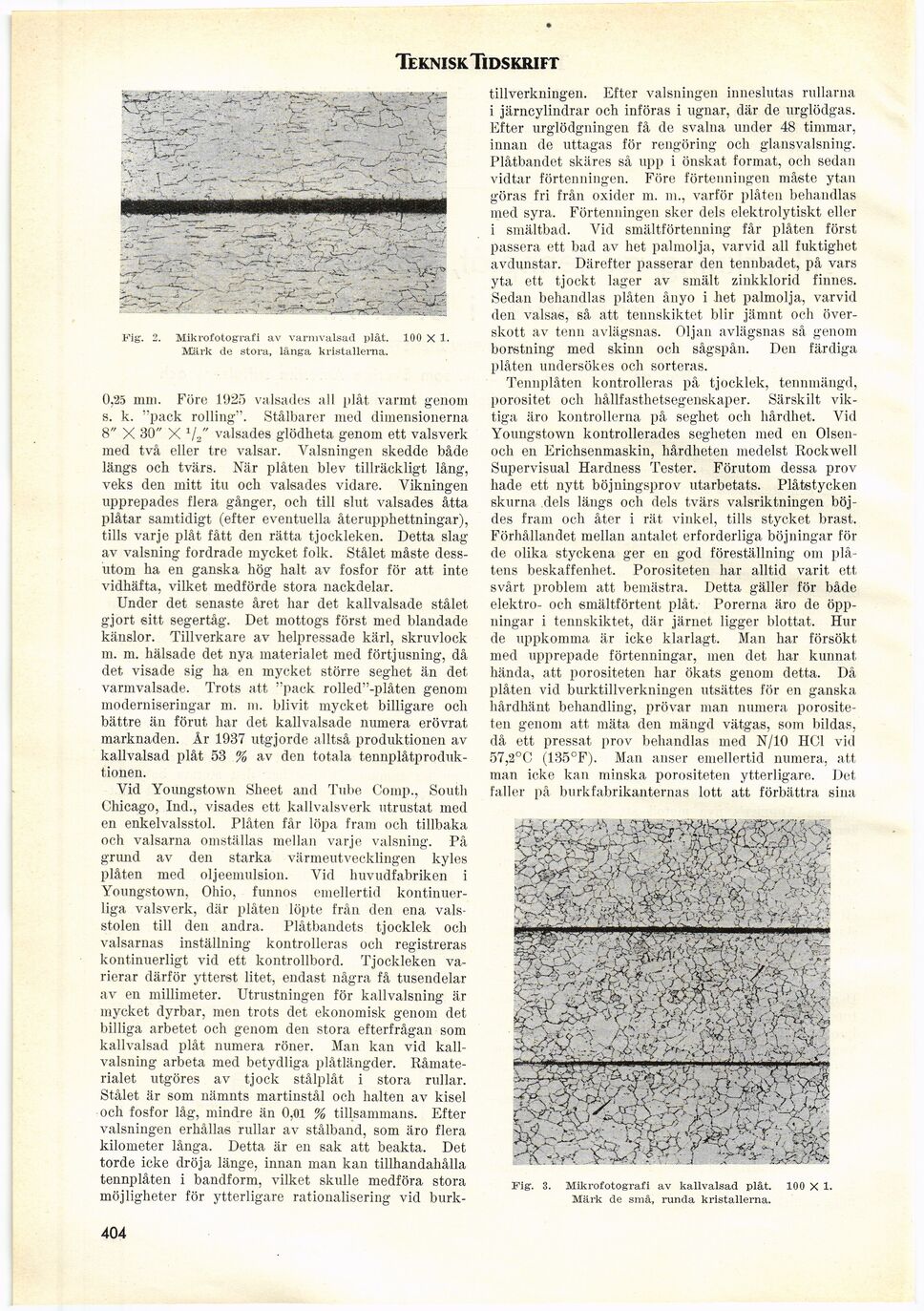
Fig. 2. Mikrofotografi av varmvalsad plåt. 100 X 1.
Märk de stora, långa kristallerna.
0,25 mm. Före 1925 valsades all plåt varmt genom
s. k. "pack rolling". Stålbarer med dimensionerna
8" X 30" X 1/3" valsades glödheta genom ett valsverk
med två eller tre valsar. Valsningen skedde både
längs och tvärs. När plåten blev tillräckligt lång,
veks den mitt itu och valsades vidare. Vikningen
upprepades flera gånger, och till slut valsades åtta
plåtar samtidigt (efter eventuella återupphettningar),
tills varje plåt fått den rätta tjockleken. Detta slag
av valsning fordrade mycket folk. Stålet måste
dessutom ha en ganska hög halt av fosfor för att inte
vidhäfta, vilket medförde stora nackdelar.
Under det senaste året har det kallvalsade stålet
gjort sitt segertåg. Det mottogs först med blandade
känslor. Tillverkare av helpressade kärl, skruvlock
m. m. hälsade det nya materialet med förtjusning, då
det visade sig ha en mycket större seghet än det
varmvalsade. Trots att "pack rolled"-plåten genom
moderniseringar m. m. blivit mycket billigare och
bättre än förut har det kallvalsade numera erövrat
marknaden. År 1937 utgjorde alltså produktionen av
kallvalsad plåt 53 % av den totala
tennplåtproduk-tionen.
Vid Youngstown Sheet and Tube Comp., South
Chicago, Ind., visades ett kallvalsverk utrustat med
en enkelvalsstol. Plåten får löpa fram och tillbaka
och valsarna omställas mellan varje valsning. På
grund av den starka värmeutvecklingen kyles
plåten med oljeemulsion. Vid huvudfabriken i
Youngstown. Ohio, funnos emellertid
kontinuerliga valsverk, där plåten löpte från den ena
vals-stolen till den andra. Plåtbandets tjocklek och
valsarnas inställning kontrolleras och registreras
kontinuerligt vid ett kontrollbord. Tjockleken
varierar därför ytterst litet, endast några få tusendelar
av en millimeter. Utrustningen för kallvalsning är
mycket dyrbar, men trots det ekonomisk genom det
billiga arbetet och genom den stora efterfrågan som
kallvalsad plåt numera röner. Man kan vid
kallvalsning arbeta med betydliga plåtlängder.
Råmaterialet utgöres av tjock stålplåt i stora rullar.
Stålet är som nämnts martinstål och halten av kisel
och fosfor låg, mindre än 0,01 % tillsammans. Efter
valsningen erhållas rullar av stålband, som äro flera
kilometer långa. Detta är en sak att beakta. Det
torde icke dröja länge, innan man kan tillhandahålla
tennplåten i bandform, vilket skulle medföra stora
möjligheter för ytterligare rationalisering vid burk-
tillverkningen. Efter valsningen inneslutas rullarna
i järncylindrar och införas i ugnar, där de urglödgas.
Efter urglödgningen få de svalna under 48 timmar,
innan de uttagas för rengöring och glansvalsning.
Plåtbandet skäres så upp i önskat format, och sedan
vidtar förtenningen. Före förtenningen måste ytan
göras fri från oxider m. m., varför plåten behandlas
med syra. Förtenningen sker dels elektrolytiskt eller
i smältbad. Vid smältförtenning får plåten först
passera ett bad av het palmolja, varvid all fuktighet
avdunstar. Därefter passerar den tennbadet, på vars
yta ett tjockt lager av smält zinkklorid finnes.
Sedan behandlas plåten ånyo i het palmolja, varvid
den valsas, så att tennskiktet blir jämnt och
överskott av tenn avlägsnas. Oljan avlägsnas så genom
borstning med skinn och sågspån. Den färdiga
plåten undersökes och sorteras.
Tennplåten kontrolleras på tjocklek, tennmängd,
porositet och hållfasthetsegenskaper. Särskilt
viktiga äro kontrollerna på seghet och hårdhet. Vid
Youngstown kontrollerades segheten med en
Olsen-och en Erichsenmaskin, hårdheten medelst Rockwell
Supervisual Hardness Tester. Förutom dessa prov
hade ett nytt böjningsprov utarbetats. Plåtøtycken
skurna dels längs och dels tvärs valsriktningen
böjdes fram och åter i rät vinkel, tills stycket brast.
Förhållandet mellan antalet erforderliga böjningar för
de olika styckena ger en god föreställning om
plåtens beskaffenhet. Porositeten har alltid varit ett
svårt problem att bemästra. Detta gäller för både
elektro- och smältförtent plåt. Porerna äro de
öppningar i tennskiktet, där järnet ligger blottat. Hur
de uppkomma är icke klarlagt. Man har försökt
med upprepade förtenningar, men det har kunnat
hända, att porositeten har ökats genom detta. Då
plåten vid burktillverkningen utsättes för en ganska
hårdhänt behandling, prövar man numera
porositeten genom att, mäta den mängd vätgas, som bildas,
då ett pressat prov behandlas med N/10 HCl vid
57,2°C (135°F). Man anser emellertid numera, att
man icke kan minska porositeten ytterligare. Det
faller på burkfabrikanternas lott att förbättra sina
Fig. 3. Mikrofotografi av kallvalsad plåt. 100 X 1.
Märk de små, runda kristallerna.
404
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}