
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
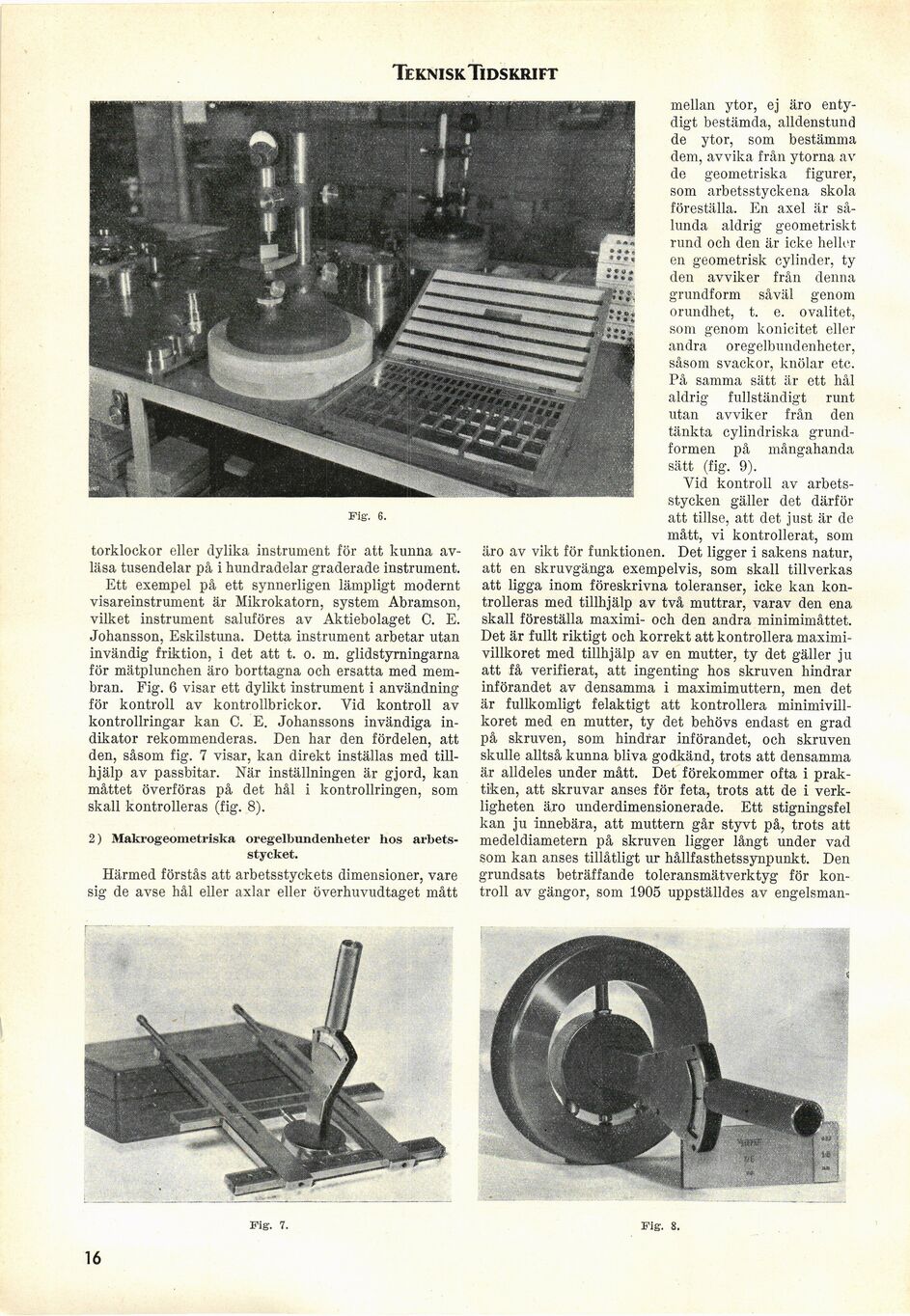
Fig". 6.
torklockor eller dylika instrument för att kunna
avläsa tusendelar på i hundradelar graderade instrument.
Ett exempel på ett synnerligen lämpligt modernt
visareinstrument är Mikrokatorn, system Abramson,
vilket instrument saluföres av Aktiebolaget C. E.
Johansson, Eskilstuna. Detta instrument arbetar utan
invändig friktion, i det att t. o. m. glidstyrningarna
för mätplunchen äro borttagna och ersatta med
membran. Fig. 6 visar ett dylikt instrument i användning
för kontroll av kontrollbrickor. Vid kontroll av
kontrollringar kan C. E. Johanssons invändiga
indikator rekommenderas. Den har den fördelen, att
den, såsom fig. 7 visar, kan direkt inställas med
tillhjälp av passbitar. När inställningen är gjord, kan
måttet överföras på det hål i kontrollringen, som
skall kontrolleras (fig. 8).
2) Makrogeometriska oregelbundenheter hos
arbetsstycket.
Härmed förstås att arbetsstyckets dimensioner, vare
sig de avse hål eller axlar eller överhuvudtaget mått
mellan ytor, ej äro
entydigt bestämda, alldenstund
de ytor, som bestämma
dem, avvika från ytorna av
de geometriska figurer,
som arbetsstyckena skola
föreställa. En axel är
sålunda aldrig geometriskt
rund och den är icke heller
en geometrisk cylinder, ty
den avviker från denna
grundform såväl genom
orundhet, t. e. ovalitet,
som genom konicitet eller
andra oregelbundenheter,
såsom svackor, knölar etc.
På samma sätt är ett hål
aldrig fullständigt runt
utan avviker från den
tänkta cylindriska
grundformen på mångahanda
sätt (fig. 9).
Vid kontroll av
arbetsstycken gäller det därför
att tillse, att det just är de
mått, vi kontrollerat, som
äro av vikt för funktionen. Det ligger i sakens natur,
att en skruvgänga exempelvis, som skall tillverkas
att ligga inom föreskrivna toleranser, icke kan
kontrolleras med tillhjälp av två muttrar, varav den ena
skall föreställa maximi- och den andra minimimåttet.
Det är fullt riktigt och korrekt att kontrollera
maximi-villkoret med tillhjälp av en mutter, ty det gäller ju
att få verifierat, att ingenting hos skruven hindrar
införandet av densamma i maximimuttern, men det
är fullkomligt felaktigt att kontrollera
minimivill-koret med en mutter, ty det behövs endast en grad
på skruven, som hindrar införandet, och skruven
skulle alltså kunna bliva godkänd, trots att densamma
är alldeles under mått. Det förekommer ofta i
praktiken, att skruvar anses för feta, trots att de i
verkligheten äro underdimensionerade. Ett stigningsfel
kan ju innebära, att muttern går styvt på, trots att
medeldiametern på skruven ligger långt under vad
som kan anses tillåtligt ur hållfasthetssynpunkt. Den
grundsats beträffande toleransmätverktyg för
kontroll av gängor, som 1905 uppställdes av engelsman-
Fig. 7.
Fig. 8.
16
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}