
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Mekanik.
ning monterade å svetsvagnen. För de olika
svets-huvudena gäller, att upphängningen på vagnen
medgiver förflyttning i höjd- och sidled och dessutom
vridning kring en horisontal axel för svetsning av
hålkälar. Fig. 6 visar svetshuvudet i sådan
snedställning.
Vad svetshuvudet för beklädda elektroder
beträffar, har uppgiften att erhålla kontinuerlig tillförsel
av elektrodmaterialet lösts på så sätt, att tvenne
elektrodhållare arbeta växelvis bredvid varandra, som
framgår av fig. 3. Sedan elektroden i den ena
hållaren smälts ned, tillföres den andra, så att ljusbågen
övertages av densamma just i det ögonblick, som den
föregående elektroden är slutsvetsad och dess
hållare börjar sin tillbakagång till utgångsläget.
Återgången äger rum med större hastighet än
nedmat-ningen, för att svetsaren skall få god tid för
insättning av den nya elektroden. Nu kan detta av en van
person göras på ca 5 sek., och då nedsmältningen av
en elektrod tager en tid av ca 70 sek. i anspråk, blir
den tid, som svetsaren blir upptagen med
elektrodbytet, tämligen liten i förhållande till svetstiden.
Elektrodhållarnas rörelser regleras automatiskt
medelst en ny elektrisk koppling. För de båda
hällarnas fram- och tillbakagång användes en enda motor
och en växel.
Svetshuvudet är försett med en fläktmotor och en
suganordning, med vilken de vid svetsningen bildade
gaserna uppsugas tätt intill svetsstället, så att
svetsaren ej behöver generas av desamma. Om så önskas,
kunna gaserna genom denna anordning även bekvämt
avledas från arbetslokalen, i vilken svetsautomaten
är uppställd. En svetsvagn med huvud av nu
beskrivna konstruktion, vilket är användbart för 3—8
mm elektroder av 450 mm längd, väger totalt blott
ca 100 kg och kan sålunda lyftas och bäras av två
man.
Automatanordningens andra huvuddel utgöres, som
redan nämnts, av ett svetsaggregat med
hjälpmaskiner och övriga tillbehör. Fig. 7 visar ett dylikt
aggregat, som helt enkelt är en vanlig svetsmaskin
av erforderlig kapacitet. Av samma bild framgår
även, hur hjälpmaskinerna byggts upp på
omformaren på en gemensam bottenram. På denna är ock-
Fig. 7. Svetsaggregat med hjälpmaskineri för svetsautomat,
typ ESAB.
wmmm
\
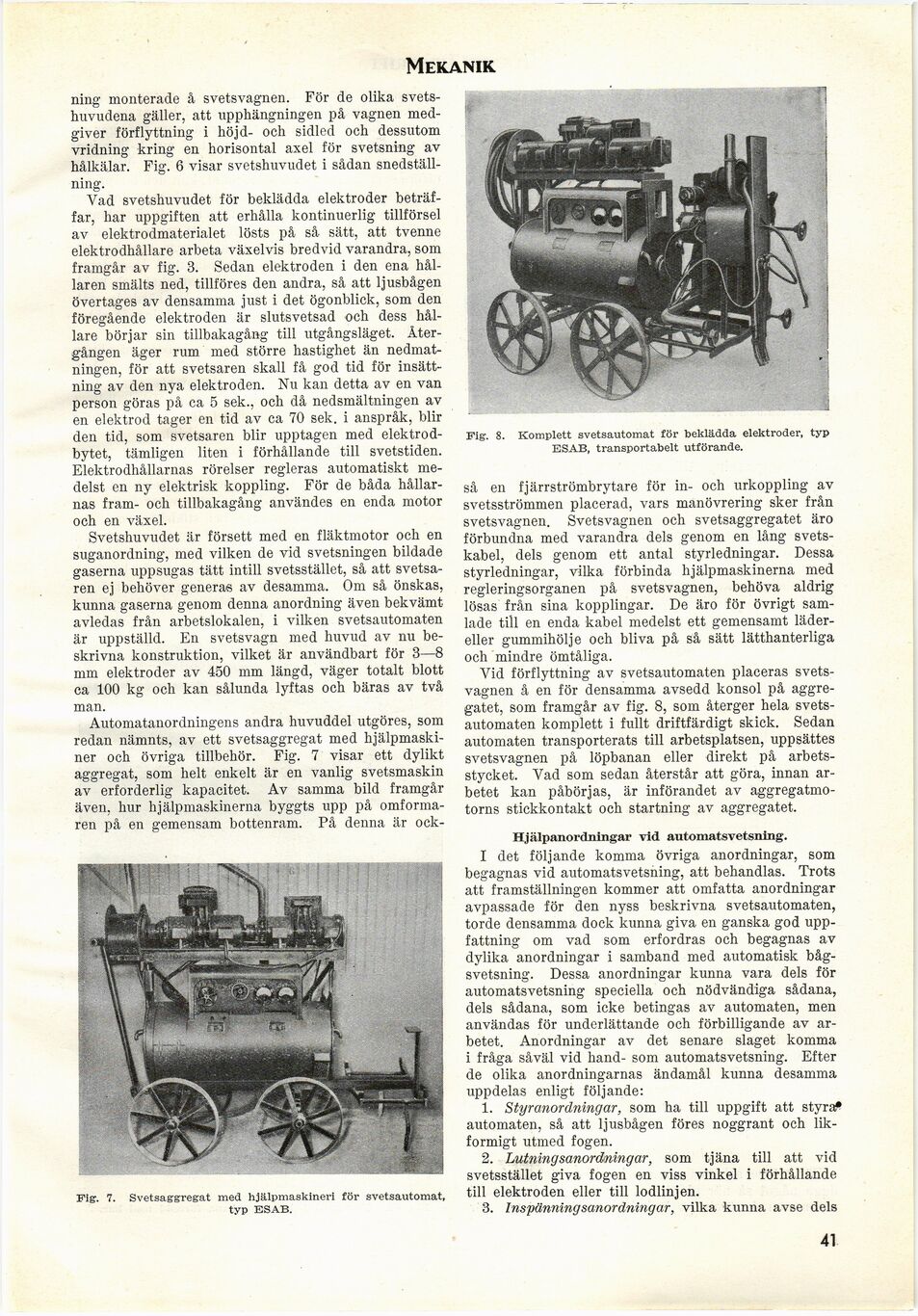
Fig. 8. Komplett svetsautomat för beklädda elektroder, typ
ESAB, transportabelt utförande.
så en fjärrströmbrytare för in- och urkoppling av
svetsströmmen placerad, vars manövrering sker från
svetsvagnen. Svetsvagnen och svetsaggregatet äro
förbundna med varandra dels genom en lång
svets-kabel, dels genom ett antal styrledningar. Dessa
styrledningar, vilka förbinda hjälpmaskinerna med
regleringsorganen på svetsvagnen, behöva aldrig
lösas från sina kopplingar. De äro för övrigt
samlade till en enda kabel medelst ett gemensamt
läder-eller gummihölje och bliva på så sätt lätthanterliga
och mindre ömtåliga.
Vid förflyttning av svetsautomaten placeras
svetsvagnen å en för densamma avsedd konsol på
aggregatet, som framgår av fig. 8, som återger hela
svetsautomaten komplett i fullt driftfärdigt skick. Sedan
automaten transporterats till arbetsplatsen, uppsättes
svetsvagnen på löpbanan eller direkt på
arbetsstycket. Yad som sedan återstår att göra, innan
arbetet kan påbörjas, är införandet av
aggregatmotorns stickkontakt och startning av aggregatet.
Hjälpanordningar vid automatsvetsning.
I det följande komma övriga anordningar, som
begagnas vid automatsvetsning, att behandlas. Trots
att framställningen kommer att omfatta anordningar
avpassade för den nyss beskrivna svetsautomaten,
torde densamma dock kunna giva en ganska god
uppfattning om vad som erfordras och begagnas av
dylika anordningar i samband med automatisk
båg-svetsning. Dessa anordningar kunna vara dels för
automatsvetsning speciella och nödvändiga sådana,
dels sådana, som icke betingas av automaten, men
användas för underlättande och förbilligande av
arbetet. Anordningar av det senare slaget komma
i fråga såväl vid hand- som automatsvetsning. Efter
de olika anordningarnas ändamål kunna desamma
uppdelas enligt följande:
1. Styranordningar, som ha till uppgift att styra*
automaten, så att ljusbågen föres noggrant och
likformigt utmed fogen.
2. Lutning sanordning ar, som tjäna till att vid
svetsstället giva fogen en viss vinkel i förhållande
till elektroden eller till lodlinjen.
3. Inspänning sanordning ar, vilka kunna avse dels
41
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}