
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Ti dskrjft
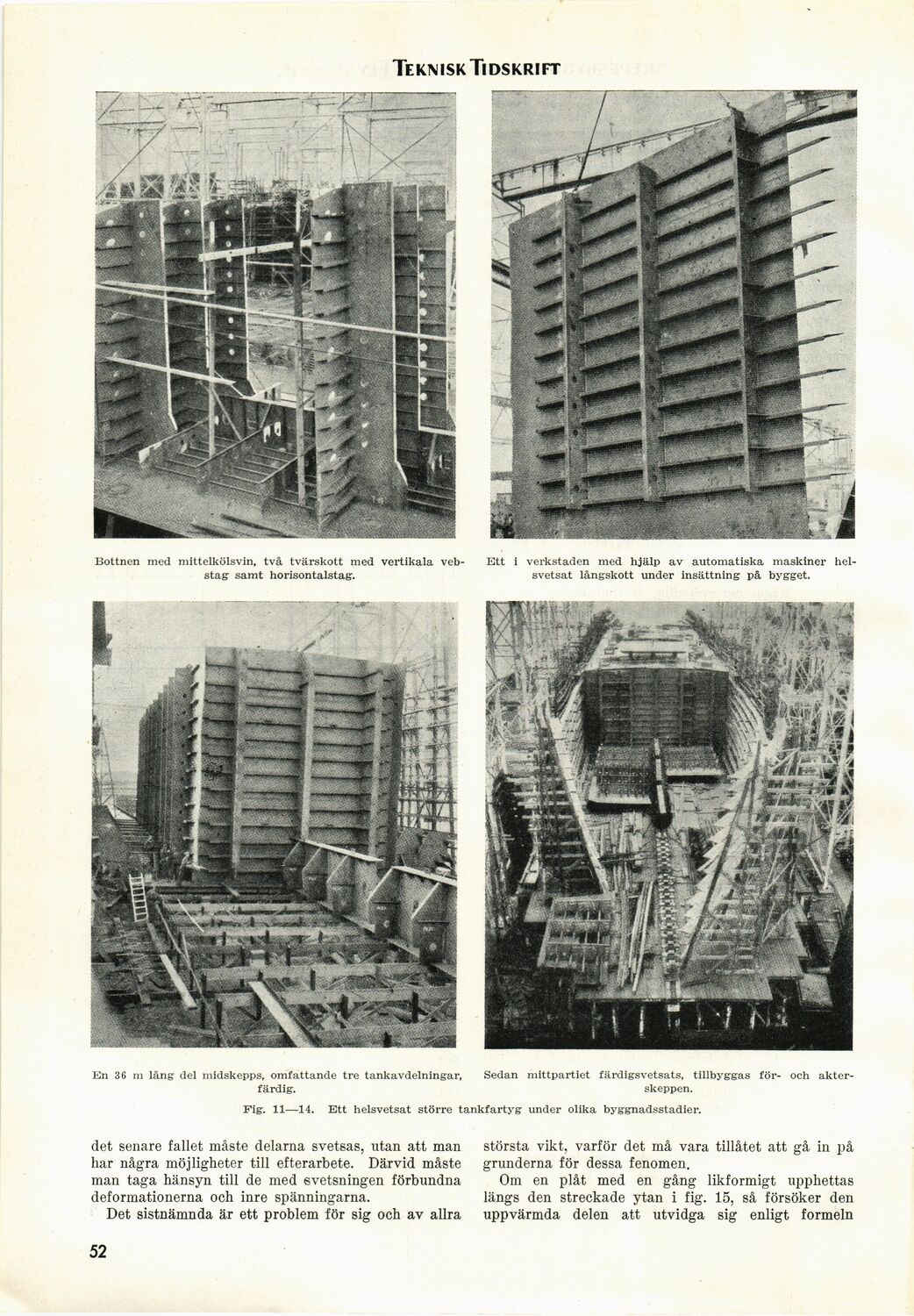
Bottnen med mittelkölsvin, två tvärskott med vertikala
veb-stagr samt horisontalstag.
Fig. 11—14. Ett helsvetsat större tankfartyg under olika byggnadsstadier.
det senare fallet måste delarna svetsas, utan att man
har några möjligheter till efterarbete. Därvid måste
man taga hänsyn till de med svetsningen förbundna
deformationerna och inre spänningarna.
Det sistnämnda är ett problem för sig och av allra
största vikt, varför det må vara tillåtet att gå in på
grunderna för dessa fenomen.
Om en plåt med en gång likformigt upphettas
längs den streckade ytan i fig. 15, så försöker den
uppvärmda delen att utvidga sig enligt formeln
52
Ett i verkstaden med hjälp av automatiska maskiner
helsvetsat långskott under insättning på bygget.
En 36 m lång del midskepps, omfattande tre tankavdelningar,
färdig.
Sedan mittpartiet färdigsvetsats, tillbyggas för- och
akterskeppen.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}