
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk. Tidskrift
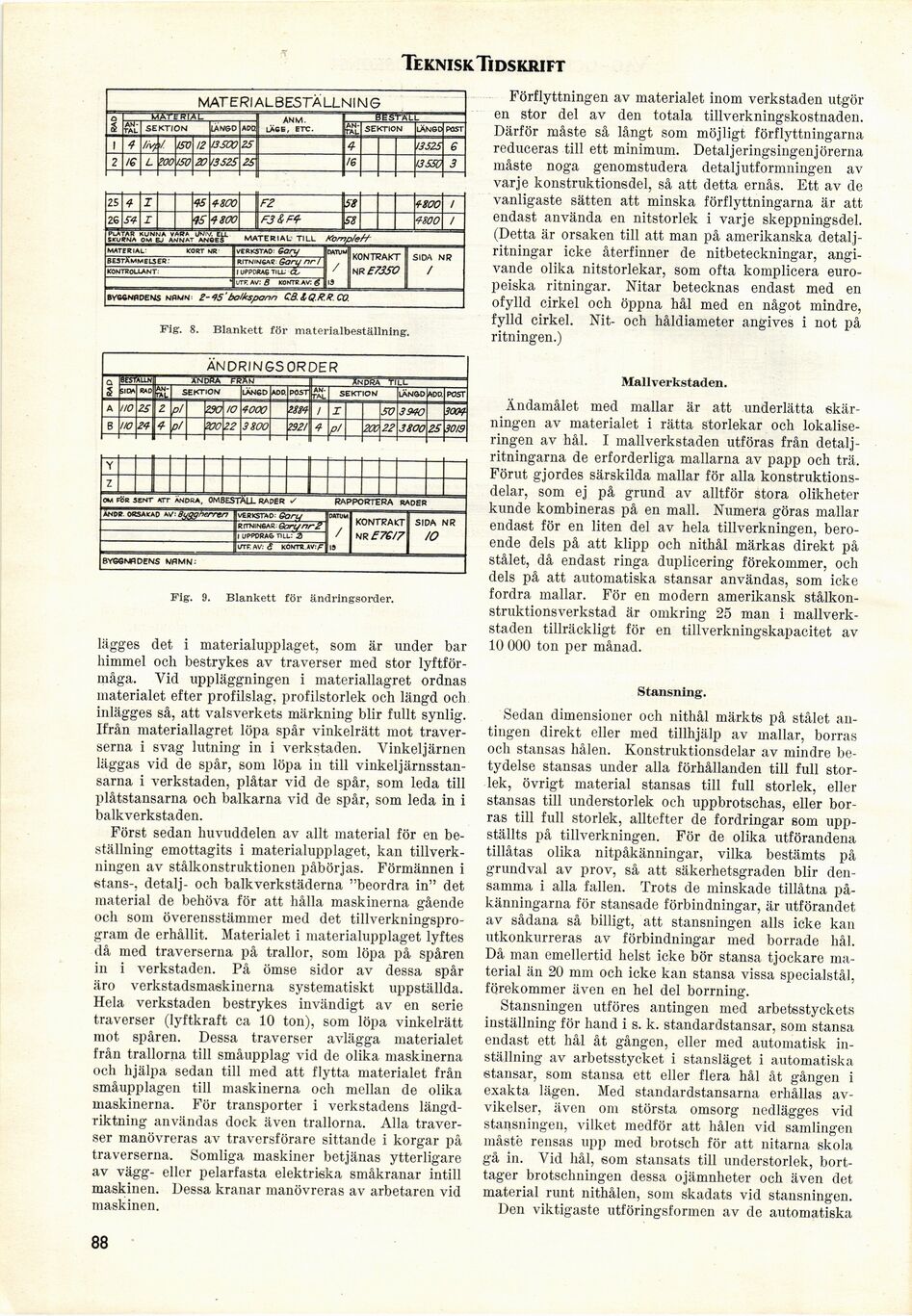
Fig. 8. Blankett för materialbeställning.
Fig. 9. Blankett för ändringsorder.
lägges det i materialupplaget, som är under bar
himmel och bestrykes av traverser med stor
lyftförmåga. Vid uppläggningen i materiallagret ordnas
materialet efter profilslag, profilstorlek och längd och
inlägges så, att valsverkets märkning blir fullt synlig.
Ifrån materiallagret löpa spår vinkelrätt mot
traver-serna i svag lutning in i verkstaden. Vinkeljärnen
läggas vid de spår, som löpa in till
vinkeljärnsstan-sarna i verkstaden, plåtar vid de spår, som leda till
plåtstansarna och balkarna vid de spår, som leda in i
balkverkstaden.
Först sedan huvuddelen av allt material för en
beställning emottagits i materialupplaget, kan
tillverkningen av stålkonstruktionen påbörjas. Förmännen i
stans-, detalj- och balkverkstäderna "beordra in" det
material de behöva för att hålla maskinerna gående
och som överensstämmer med det
tillverkningsprogram de erhållit. Materialet i materialupplaget lyftes
då med traverserna på trallor, som löpa på spåren
in i verkstaden. På ömse sidor av dessa spår
äro verkstadsmaskinerna systematiskt uppställda.
Hela verkstaden bestrykes invändigt av en serie
traverser (lyftkraft ca 10 ton), som löpa vinkelrätt
mot spåren. Dessa traverser avlägga materialet
från trallorna till småupplag vid de olika maskinerna
och hjälpa sedan till med att flytta materialet från
småupplagen till maskinerna och mellan de olika
maskinerna. För transporter i verkstadens
längdriktning användas dock även trallorna. Alla
traverser manövreras av traversförare sittande i korgar på
traverserna. Somliga maskiner betjänas ytterligare
av vägg- eller pelarfasta elektriska småkranar intill
maskinen. Dessa kranar manövreras av arbetaren vid
maskinen.
Förflyttningen av materialet inom verkstaden utgör
en stor del av den totala tillverkningskostnaden.
Därför måste så långt som möjligt förflyttningarna
reduceras till ett minimum. Detaljeringsingenjörerna
måste noga genomstudera detaljutformningen av
varje konstruktionsdel, så att detta ernås. Ett av de
vanligaste sätten att minska förflyttningarna är att
endast använda en nitstorlek i varje skeppningsdel.
(Detta är orsaken till att man på amerikanska
detaljritningar icke återfinner de nitbeteckningar,
angivande olika nitstorlekar, som ofta komplicera
europeiska ritningar. Nitar betecknas endast med en
ofylld cirkel och öppna hål med en något mindre,
fylld cirkel. Nit- och håldiameter angives i not på
ritningen.)
Mallverkstaden.
Ändamålet med mallar är att underlätta
skärningen av materialet i rätta storlekar och
lokaliseringen av hål. I mallverkstaden utföras från
detaljritningarna de erforderliga mallarna av papp och trä.
Förut gjordes särskilda mallar för alla
konstruktions-delar, som ej på grund av alltför stora olikheter
kunde kombineras på en mall. Numera göras mallar
endast för en liten del av hela tillverkningen,
beroende dels på att klipp och nithål märkas direkt på
stålet, då endast ringa duplicering förekommer, och
dels på att automatiska stansar användas, som icke
fordra mallar. För en modern amerikansk
stålkonstruktionsverkstad är omkring 25 man i
mallverkstaden tillräckligt för en tillverkningskapacitet av
10 000 ton per månad.
Stansning.
Sedan dimensioner och nithål märkte på stålet
antingen direkt eller med tillhjälp av mallar, borras
och stansas hålen. Konstruktionsdelar av mindre
betydelse stansas under alla förhållanden till full
storlek, övrigt material stansas till full storlek, eller
stansas till understorlek och uppbrotschas, eller
borras till full storlek, alltefter de fordringar som
uppställts på tillverkningen. För de olika utförandena
tillåtas olika nitpåkänningar, vilka bestämts på
grundval av prov, så att säkerhetsgraden blir
densamma i alla fallen. Trots de minskade tillåtna
påkänningarna för stansade förbindningar, är utförandet
av sådana så billigt, att stansningen alls icke kan
utkonkurreras av förbindningar med borrade hål.
Då man emellertid helst icke bör stansa tjockare
material än 20 mm och icke kan stansa vissa specialstål,
förekommer även en hel del borrning.
Stansningen utföres antingen med arbetestyckets
inställning för hand i s. k. standardstansar, som stansa
endast ett hål åt gången, eller med automatisk
inställning av arbetsstycket i stansläget i automatiska
stansar, som stansa ett eller flera hål åt gången i
exakta lägen. Med standardstansarna erhållas
avvikelser, även om största omsorg nedlägges vid
stansningen, vilket medför att hålen vid samlingen
måste rensas upp med brotsch för att nitarna skola
gå in. Vid hål, som stansats till understorlek,
borttager brotschningen dessa ojämnheter och även det
material runt nithålen, som skadats vid stansningen.
Den viktigaste utföringsformen av de automatiska
88
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}