
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
45 i
Fig. 1.
Fig. 2.
Fig. 3.
Fig. 4.
skar med minskad fogöppning, men å andra sidan kan
en alltför trång fogöppning, särskilt i botten,
framtvinga användandet av elektroder med liten
diameter, vilket medför sämre elektrodekonomi. Jag
kommer närmare in på denna fråga under rubrik 2,
men jag vill redan nu säga, att utvecklingen på
elektrodområdet otvivelaktigt kommer att föra med sig
elektroder, som lättare arbeta i trånga spår.
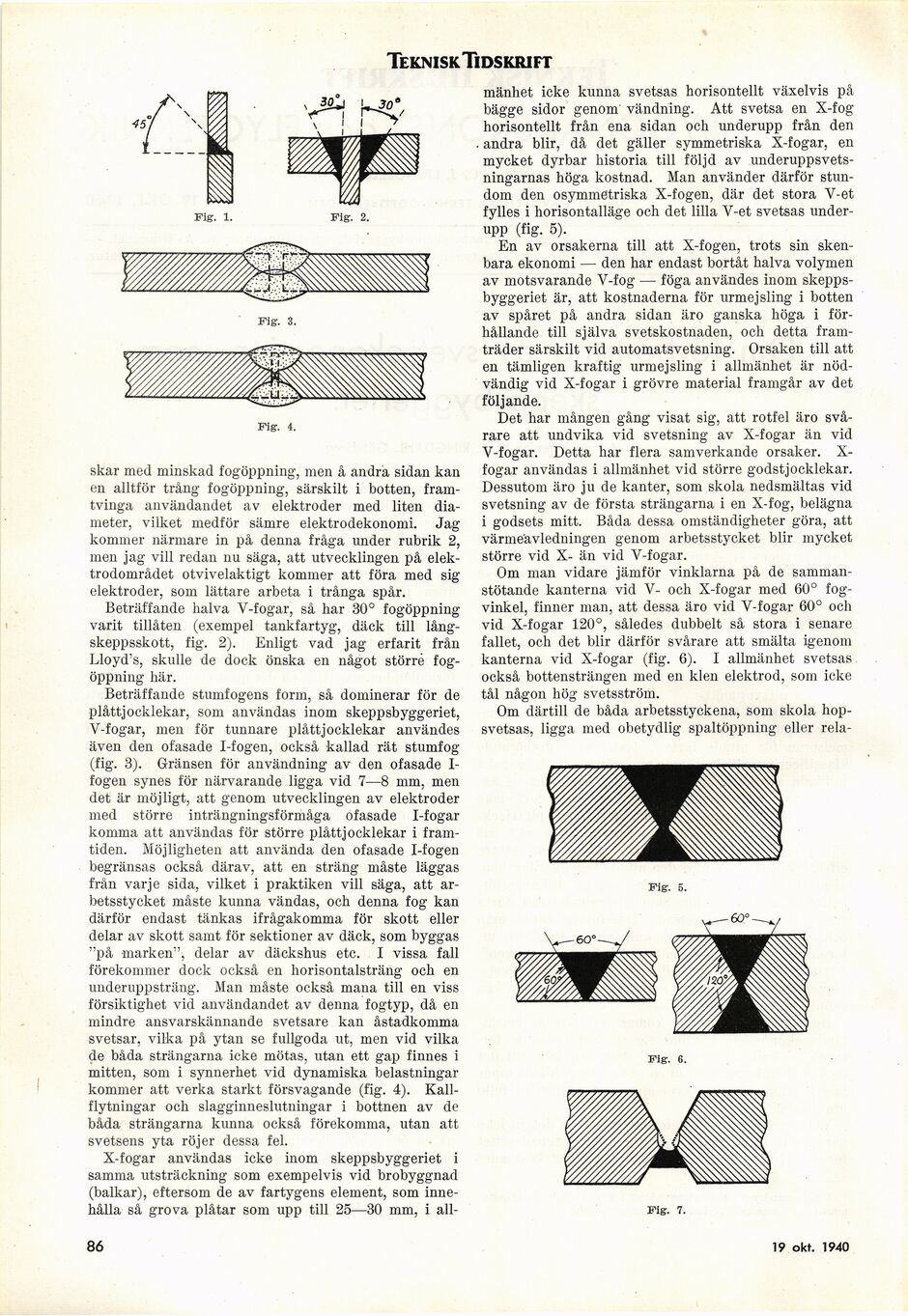
Beträffande halva Y-fogar, så har 30° fogöppning
varit tillåten (exempel tankfartyg, däck till
lång-skeppsskott, fig. 2). Enligt vad jag erfarit från
Lloyd’s, skulle de dock önska en något större
fogöppning här.
Beträffande stumfogens form, så dominerar för de
plåttjocklekar, som användas inom skeppsbyggeriet,
V-fogar, men för tunnare plåttjocklekar användes
även den ofasade I-fogen, också kallad rät stumfog
(fig. 3). Gränsen för användning av den ofasade
I-fogen synes för närvarande ligga vid 7—8 mm, men
det är möjligt, att genom utvecklingen av elektroder
med större inträngningsförmåga ofasade I-fogar
komma att användas för större plåttjocklekar i
framtiden. Möjligheten att använda den ofasade I-fogen
begränsas också därav, att en sträng måste läggas
från varje sida, vilket i praktiken vill säga, att
arbetsstycket måste kunna vändas, och denna fog kan
därför endast tänkas ifrågakomma för skott eller
delar av skott samt för sektioner av däck, som byggas
"på marken", delar av däckshus etc. I vissa fall
förekommer dock också en horisontalsträng och en
underuppsträng. Man måste också mana till en viss
försiktighet vid användandet av denna fogtyp, då en
mindre ansvarskännande svetsare kan åstadkomma
svetsar, vilka på ytan se fullgoda ut, men vid vilka
de båda strängarna icke mötas, utan ett gap finnes i
mitten, som i synnerhet vid dynamiska belastningar
kommer att verka starkt försvagande (fig. 4).
Kall-flytningar och slagginneslutningar i bottnen av de
båda strängarna kunna också förekomma, utan att
svetsens yta röjer dessa fel.
X-fogar användas icke inom skeppsbyggeriet i
samma utsträckning som exempelvis vid brobyggnad
(balkar), eftersom de av fartygens element, som
innehålla så grova plåtar som upp till 25—30 mm, i all-
mänhet icke kunna svetsas horisontellt växelvis på
bägge sidor genom vändning. Att svetsa en X-fog
horisontellt från ena sidan och underupp från den
. andra blir, då det gäller symmetriska X-fogar, en
mycket dyrbar historia till följd av
underuppsvets-ningarnas höga kostnad. Man använder därför
stundom den osymmetriska X-fogen, där det stora Y-et
fylles i horisontalläge och det lilla Y-et svetsas
underupp (fig. 5).
En av orsakerna till att X-fogen, trots sin
skenbara ekonomi — den har endast bortåt halva volymen
av motsvarande V-fog — föga användes inom
skeppsbyggeriet är, att kostnaderna för urmejsling i botten
av spåret på andra sidan äro ganska höga i
förhållande till själva svetskostnaden, och detta
framträder särskilt vid automatsvetsning. Orsaken till att
en tämligen kraftig urmejsling i allmänhet är
nödvändig vid X-fogar i grövre material framgår av det
följande.
Det har mången gång visat sig, att rotfel äro
svårare att undvika vid svetsning av X-fogar än vid
V-fogar. Detta har flera samverkande orsaker.
X-fogar användas i allmänhet vid större godstjocklekar.
Dessutom äro ju de kanter, som skola nedsmältas vid
svetsning av de första strängarna i en X-fog, belägna
i godsets mitt. Båda dessa omständigheter göra, att
värmeavledningen genom arbetsstycket blir mycket
större vid X- än vid V-fogar.
Om man vidare jämför vinklarna på de
sammanstötande kanterna vid V- och X-fogar med 60°
fogvinkel, finner man, att dessa äro vid V-fogar 60° och
vid X-fogar 120°, således dubbelt så stora i senare
fallet, och det blir därför svårare att smälta igenom
kanterna vid X-fogar (fig. 6). I allmänhet svetsas.
också bottensträngen med en klen elektrod, som icke
tål någon hög svetsström.
Om därtill de båda arbetsstyckena, som skola
hopsvetsas, ligga med obetydlig spaltöppning eller rela-
Fig. 5.
Fig. 6.
Fig. 7.
86
16 nov. 1940
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}