
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
VÄG- OCH VATTENBYGGNADSKONST SAMT HUSBYGGNADSTEKNIK
Fig. 8.
Fia
Fig. 12
skarvmetod har förr varit
ganska vanlig. Genom
denna anordning förbilligades
visserligen svetsningen, men
en stumskarv enligt fig. 10
är dock under alla
omständigheter att föredraga. Om
materialet i en av dessa genomgående
förstyvnings-plåtar varit dubbelvalsat (skiffrigt), hade den
bärande förmågan hos balken starkt reducerats. Ett
utförande enligt fig. 10 är dessutom lättare att
genomlysa medelst röntgen. I det senare fallet behöver
endast en bild upptagas mot i förra fallet två.
Många konstruktörer använda ännu i stor
utsträckning överlappsfog, där styrkan, vikten och utseendet
skulle vinna på en stumfog. Dessutom försvåras och
fördyras röntgenkontrollen vid kälsvetsar.
För att erhålla fullgod genomsvetsning vid
svetsning av stumfogar fordras i regel en viss
spaltöppning mellan fogkanterna. En sådan spalt kan variera
något för olika plåttjocklekar, men bör i vanliga fall
icke överstiga 2 à 3 mm. Yid häftningen av plåtarna
måste man emellertid tillse, att denna utföres
noggrant, och att häftsvetsarna icke placeras med för
långa mellanrum. Är häftningen icke effektivt
utförd, kunna nämligen plåtkanterna under
svetsningens gång krypa fullständigt tätt intill varandra,
Fig. 10.
Fig. 11.
Fig. 13.
varigenom en god
genom-svetsning av roten
äventyras. Genom att kanterna
ligga hårt sammantryckta är
det även svårt för svetsaren
att avgöra, när rotsidan är
renmejslad. Av denna
orsak ha många bindningsfel uppstått.
Röntgenfilmerna blotta många gånger fel, som ha
sin orsak i olämpligt tillvägagångssätt vid
svetsningen. Några exempel böra framdragas.
Vid svetsning av montageskarvar i vertikalläge
visar det sig ofta, att slaggränder finnas i
inbränningsdikena vid första strängen (fig. 11 A). I de
flesta fall äro svetsarna före kontrollen omedvetna
om förekomsten av dessa felaktigheter. Då första
strängen svetsas, rinner svetsgodset gärna ner något
och lägger sig som en ås i svetsens mitt. Så länge
denna ås finns kvar, är det förenat med svårigheter
att få full inträngning vid A, varför den- mejslas av
något. Sedan denna sak påpekats, har förbättring
även erhållits genom att en annan elektrodföring
till-lämpats.
I inbränningsdikena fastnar vid svetsningen slagg,
som vid en del elektroder kan vara ganska svår att
helt avlägsna. Då många svetsare tro, att denna
slagg smälter och flyter upp vid svetsningen av en
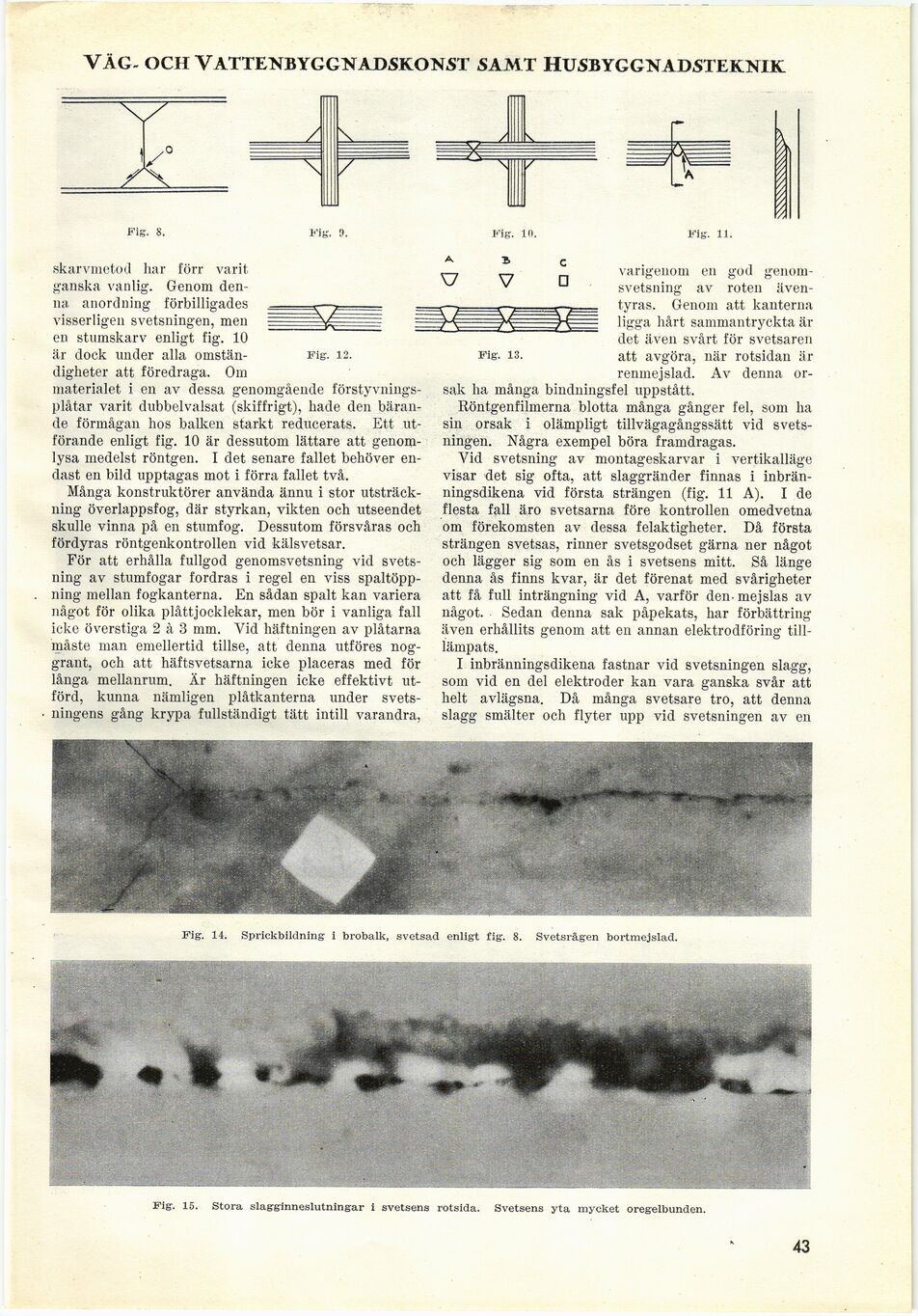
Fig. 14. Sprickbildning i brobalk, svetsad enligt fig. 8. Svetsrågen bortmejslad.
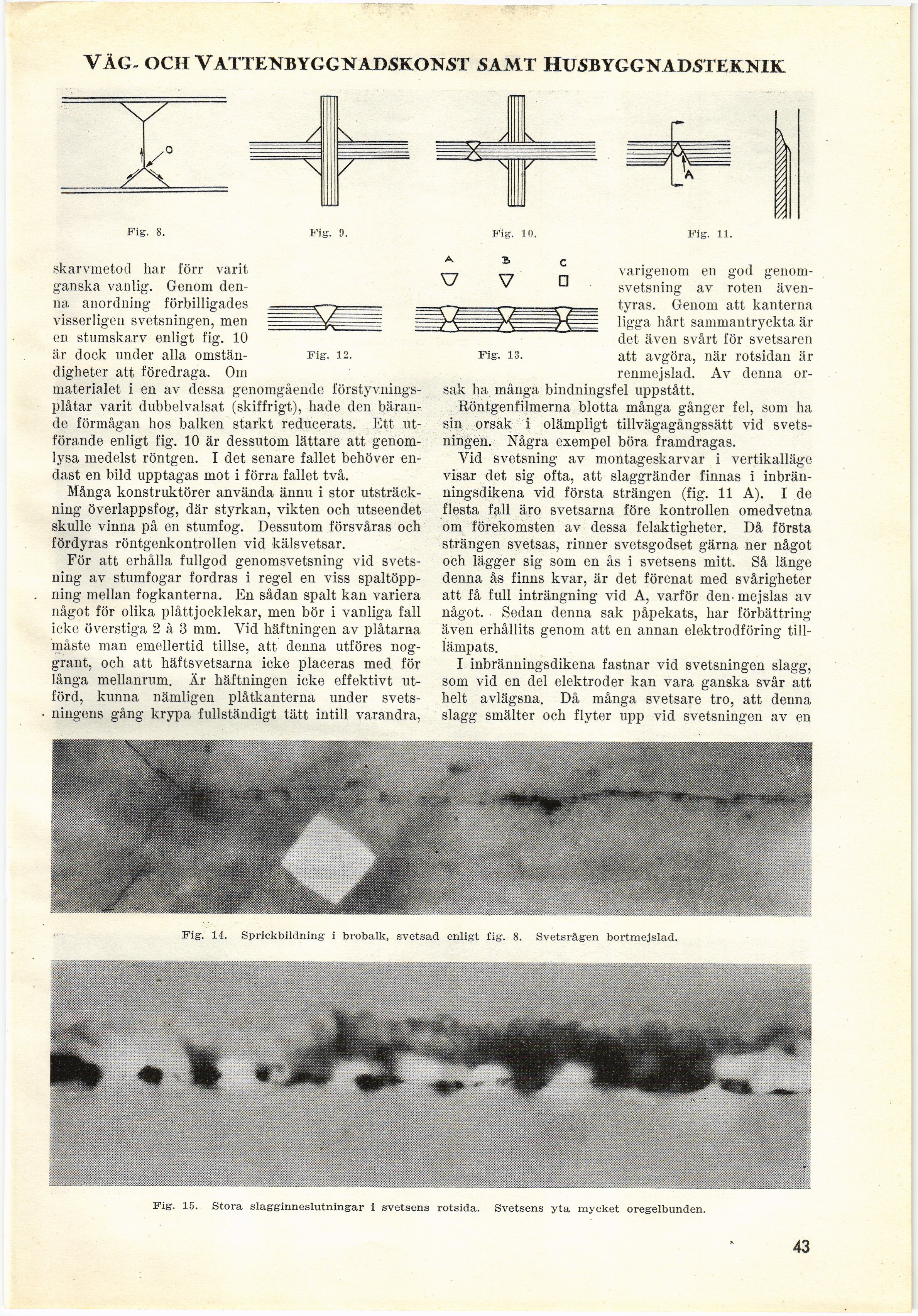
Fig. 15. Stora slagginneslutningar i svetsens rotsida. Svetsens yta mycket oregelbunden.
43
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}