
Full resolution (JPEG) - On this page / på denna sida - Häfte 4. 25 jan. 1941 - En ny rationell gassvetsmetod, djupsvetsning, av A. R. Gunnert
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
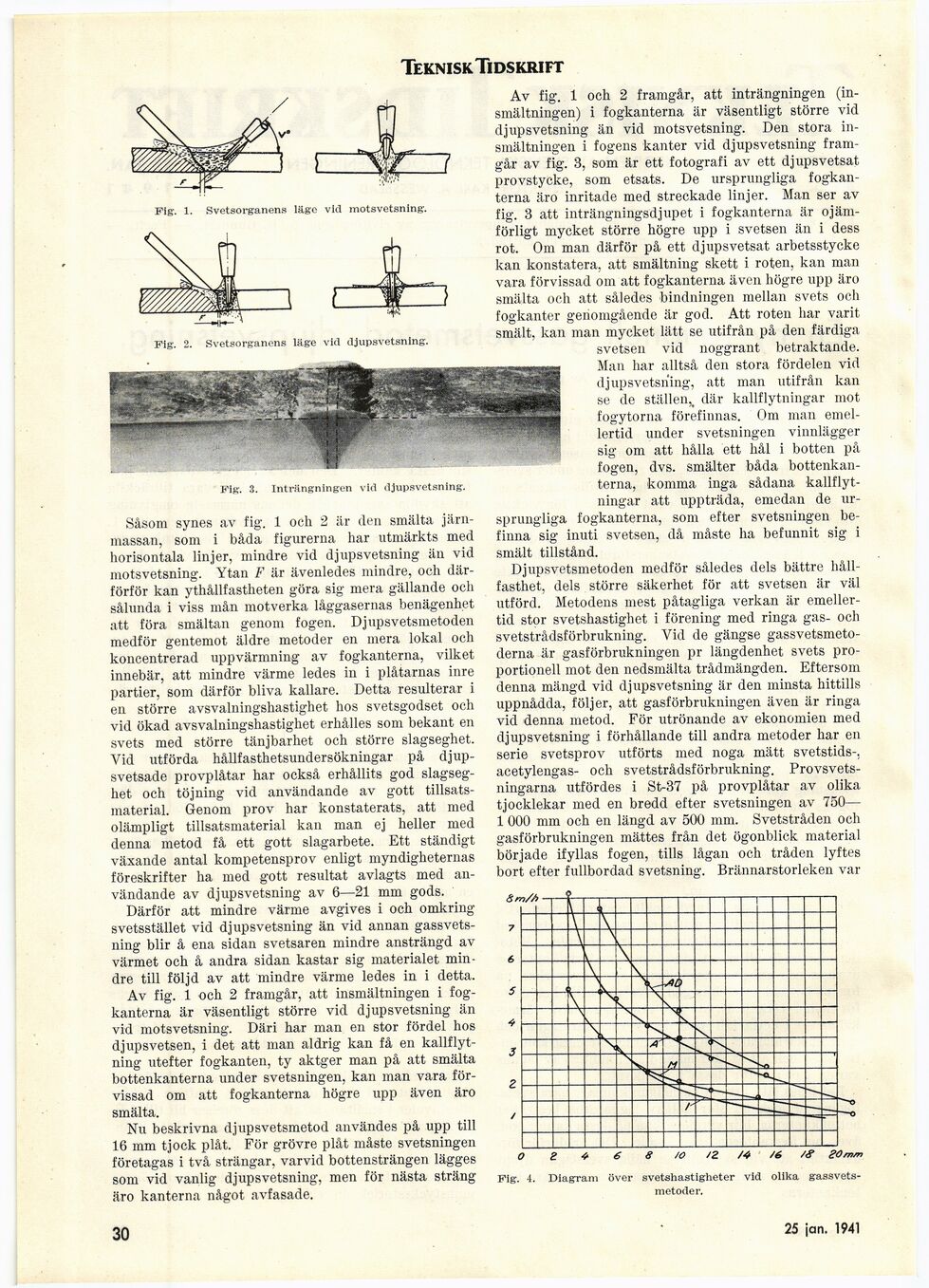
Såsom synes av fig. 1 och 2 är den smälta
järnmassan, som i båda figurerna har utmärkts med
horisontala linjer, mindre vid djupsvetsning än vid
motsvetsning. Ytan F är ävenledes mindre, och
där-förför kan ythållfastheten göra sig mera gällande ocli
sålunda i viss mån motverka låggasernas benägenhet
att föra smältan genom fogen. Djupsvetsmetoden
medför gentemot äldre metoder en mera lokal och
koncentrerad uppvärmning av fogkanterna, vilket
innebär, att mindre värme ledes in i plåtarnas inre
partier, som därför bliva kallare. Detta resulterar i
en större avsvalningshastighet hos svetsgodset och
vid ökad avsvalningshastighet erhålles som bekant en
svets med större tänjbarhet och större slagseghet.
Yid utförda hållfasthetsundersökningar på
djup-svetsade provplåtar har också erhållits god
slagseghet och töjning vid användande av gott
tillsatsmaterial. Genom prov har konstaterats, att med
olämpligt tillsatsmaterial kan man ej heller med
denna metod få ett gott slagarbete. Ett ständigt
växande antal kompetensprov enligt myndigheternas
föreskrifter ha med gott resultat avlagts med
användande av djupsvetsning av 6—21 mm gods.
Därför att mindre värme avgives i och omkring
svetsstället vid djup svetsning än vid annan
gassvetsning blir å ena sidan svetsaren mindre ansträngd av
värmet och å andra sidan kastar sig materialet
mindre till följd av att mindre värme ledes in i detta.
Av fig. 1 och 2 framgår, att insmältningen i
fogkanterna är väsentligt större vid djup svetsning än
vid motsvetsning. Däri har man en stor fördel hos
djupsvetsen, i det att man aldrig kan få en
kallflyt-ning utefter fogkanten, ty aktger man på att smälta
bottenkanterna under svetsningen, kan man vara
förvissad om att fogkanterna högre upp även äro
smälta.
Nu beskrivna djupsvetsmetod användes på upp till
16 mm tjock plåt. För grövre plåt måste svetsningen
företagas i två strängar, varvid bottensträngen lägges
som vid vanlig djupsvetsning, men för nästa sträng
äro kanterna något avfasade.
30
Av fig. 1 och 2 framgår, att inträngningen
(insmältningen) i fogkanterna är väsentligt större vid
djupsvetsning än vid motsvetsning. Den stora
insmältningen i fogens kanter vid djupsvetsning
framgår av fig. 3, som är ett fotografi av ett djupsvetsat
provstycke, som etsats. De ursprungliga
fogkanterna äro inritade med streckade linjer. Man ser av
fig. 3 att inträngningsdjupet i fogkanterna är
ojämförligt mycket större högre upp i svetsen än i dess
rot. Om man därför på ett djupsvetsat arbetsstycke
kan konstatera, att smältning skett i roten, kan man
vara förvissad om att fogkanterna även högre upp äro
smälta och att således bindningen mellan svets och
fogkanter genomgående är god. Att roten har varit
smält, kan man mycket lätt se utifrån på den färdiga
svetsen vid noggrant betraktande.
Man har alltså den stora fördelen vid
djupsvetsning, att man utifrån kan
se de ställen,w där kallflytningar mot
fogytorna förefinnas. Om man
emellertid under svetsningen vinnlägger
sig om att hålla ett hål i botten på
fogen, dvs. smälter båda
bottenkanterna, komma inga sådana
kallflytningar att uppträda, emedan de
ursprungliga fogkanterna, som efter svetsningen
befinna sig inuti svetsen, då måste ha befunnit sig i
smält tillstånd.
Djupsvetsmetoden medför således dels bättre
hållfasthet, dels större säkerhet för att svetsen är väl
utförd. Metodens mest påtagliga verkan är
emellertid stor svetshastighet i förening med ringa gas- och
svetstrådsförbrukning. Vid de gängse
gassvetsmetoderna är gasförbrukningen pr längdenhet svets
proportionell mot den nedsmälta trådmängden. Eftersom
denna mängd vid djupsvetsning är den minsta hittills
uppnådda, följer, att gasförbrukningen även är ringa
vid denna metod. För utrönande av ekonomien med
djupsvetsning i förhållande till andra metoder har en
serie svetsprov utförts med noga mätt svetstids-,
acetylengas- och svetstrådsförbrukning.
Provsvetsningarna utfördes i St-37 på provplåtar av olika
tjocklekar med en bredd efter svetsningen av 750—
1 000 mm och en längd av 500 mm. Svetstråden och
gasförbrukningen mättes från det ögonblick material
började ifyllas fogen, tills lågan och tråden lyftes
bort efter fullbordad svetsning. Brännarstorleken var
Fig. 4. Diagram över svetshastigheter vid olika
gassvetsmetoder.
18 jan. 1941
Fig. 3. Inträngningen vid djupsvetsning.
Fig. 1. Svetsorganens läge vid motsvetsning.
Fig. 2. Svetsorganens läge vid djupsvetsning.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}