
Full resolution (JPEG) - On this page / på denna sida - Häfte 4. 25 jan. 1941 - En ny rationell gassvetsmetod, djupsvetsning, av A. R. Gunnert
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
ca 100 liter acetylen pr mm godstjocklek och timme.
Svetstrådens diameter var lika med ungefär halva
materialtjockleken och fogens bredd före svetsningen
omkring en tredjedel av plåttjockleken.
Svetsningarna utfördes av en fullt utbildad svetsare. Tre prov
utfördes i varje plåttjocklek och i fig. 4, 5 och 6
visas med kurva A de erhållna värdena.
Till jämförelse med denna kurva tjänar kurva 1.
Denna kurva motsvarar de i den internationella
svets-litteraturen angivna värdena från försöksserier med
motsvetsning. De använda värdena äro närmast
erhållna ur C. G. Bainbridge A. M. I. Mech. E.:
"Oxy-acetylene welding practic and Technique",
Symposium ön the welding of iron and steel volym II,
1935. Därjämte kan hänvisas till t. e. Schimpke—
Horn: "Praktische Handbuch der gesamten
Schweiss-technik" med flera. Kurvorna I motsvara en
medelgod svetsares prestation vid ren svetsning, dvs. när
inga andra uppehåll göras från det svetsningen satt
igång tills den är färdig, än att byta svetstråd.
Såsom en verifikation av nyssnämnda
internationella siffror utfördes vid Aga prov med motsvetsning
av en särskilt snabb svetsare, som ifyllde fogen mindre
material än vid förutnämnda motsvetsning. För övrigt
utfördes proven under möjligast lika förhållanden
som vid ovannämnda svetsningar enligt
djupsvetsmetoden. Arean av den ifyllda mängden tillsatstråd,
jämnt fördelad på svetsens längd och bredd, visas i
fig. 7 nedifrån räknat Bainbridges motsvetsning, Agas
prov med motsvetsning och djupsvetsning. Såsom
synes är djupsvetsen rikligt utfylld och den mellersta
svetsen nätt och jämnt.
Resultaten av Agas motsvetsade prov framgår av
kurvorna M i fig. 4—6. Fasvinkeln därvid var 30° och
spaltbredden ungefär 0,4 X godstjockleken. En rak
ofasad kant på ca 1/6 av plåttjockleken fanns i fogens
botten. 3 mm plåt svetsades helt ofasad.
Brännar-storleken var ca 100 liter acetylengas pr mm
plåttjocklek och timme.
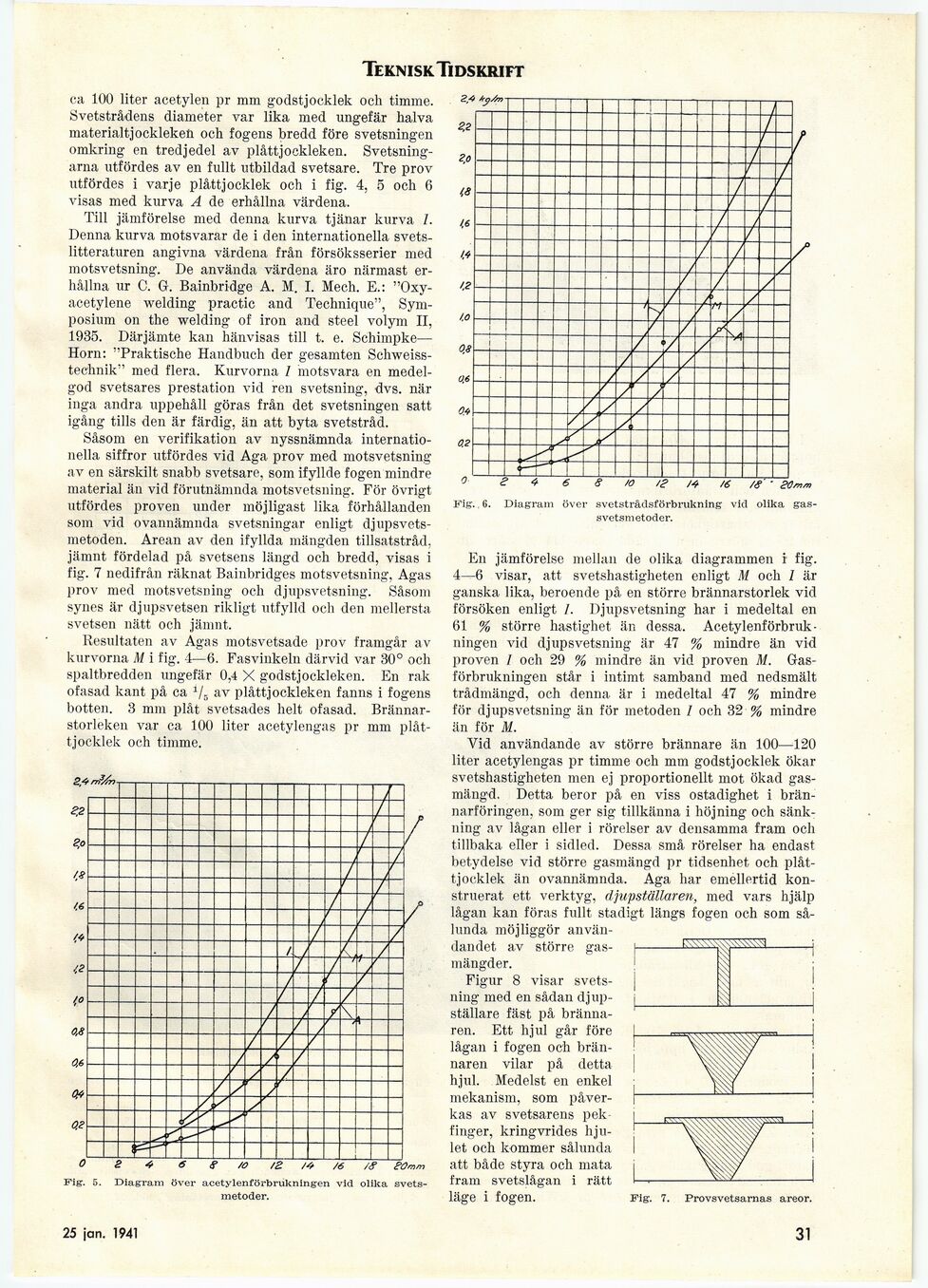
Fig. 6. Diagram över svetstrådsförbrukning vid olika
gassvetsmetoder.
En jämförelse mellan de olika diagrammen i fig.
4—6 visar, att svetshastigheten enligt M och I är
ganska lika, beroende på en större brännarstorlek vid
försöken enligt I. Djupsvetsning har i medeltal en
61 % större hastighet än dessa.
Acetylenförbruk-ningen vid djupsvetsning är 47 % mindre än vid
proven I och 29 % mindre än vid proven M.
Gas-förbrukningen står i intimt samband med nedsmält
trådmängd, och denna är i medeltal 47 % mindre
för djupsvetsning än för metoden I och 32 % mindre
än för M.
Vid användande av större brännare än 100—120
liter acetylengas pr timme och mm godstjocklek ökar
svetshastigheten men ej proportionellt mot ökad
gas-mängd. Detta beror på en viss ostadighet i
brän-narföringen, som ger sig tillkänna i höjning och
sänkning av lågan eller i rörelser av densamma fram och
tillbaka eller i sidled. Dessa små rörelser ha endast
betydelse vid större gasmängd pr tidsenhet och
plåttjocklek än ovannämnda, Aga har emellertid
konstruerat ett verktyg, djupställaren, med vars hjälp
lågan kan föras fullt stadigt längs fogen och som
sålunda möjliggör
användandet av större
gas-mängder.
Figur 8 visar
svetsning med en sådan
djup-ställare fäst på
brännaren. Ett hjul går före
lågan i fogen och
brännaren vilar på detta
hjul. Medelst en enkel
mekanism, som
påverkas av svetsarens
pekfinger, kringvrides
hjulet och kommer sålunda
att både styra och mata
fram svetslågan i rätt
läge i fogen.
2 4 6 g /O /’t /6 /<f eomm
Diagram över acetylenförbrukningen vid olika
svetsmetoder.
Fig. 7. Provsvetsarnas areor.
25 jan. 1941
31
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}