
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Tekimisk Tidskrift
malda oxidens finhet samt
på reduktionsbetingelserna.
Pulvren blandas i
lämpliga maskinella
anordningar. Vid hanteringen bör
andningsfilter användas,
då de finfördelade pulvren
skada organismen.
För framställning av
kompakta metallstycken
sammanpressas pulvret i
ett stålverktyg till den
önskade kroppens form,
varvid hänsyn bör tagas
till en viss vid
påföljande sintring uppträdande
krympning. Den
kall-pressade kroppen är tämligen skör men har dock
en viss hållbarhet beroende på att pulvrets
atomer vid ett antal beröringsställen ha kommit i
attraktionskrafternas verkningssfär. Sammanhanget ökas
med det använda tryckets storlek, enär porerna
minskas och beröringsställenas antal och storlek ökas. En
viktig omständighet är också att oxidhinnor och
hinnor av adsorberande gaser sönderbrytas genom
partiklarnas rörelser mot varandra, så att en "kall
hopsvetsning" vid somliga ställen äger rum. I allmänhet
använder man tryck mellan 1 000 och 10 000 kg/cm2.
Trots sin skörhet kan en kallt hoppressad pulvermassa
uppvisa en ganska stor hårdhet. Efter hoptryckning
vid 30 000 kg/cm- uppnådde Götzel en Brinell-hårdhet
av Hb=:120 med kopparpulver. Pulverpartiklarnas
form inverkar avsevärt på den erhållna kroppens
egenskaper. Spetsiga korn med oregelbunden yta giva
bättre sammanhang. Porositeterna äro dock större
samt oregelbundet fördelade. Däremot lämna
partiklar med mer eller mindre sfärisk form en produkt med
mycket fina och jämnt fördelade porer. Porernas
antal och storlek kan betydligt minskas genom
hopblandning av pulver med olika kornstorlek. De fina
kornen fylla därvid mellanrummen mellan de större.
De kallpressade formstyckena underkastas en
längre tids glödgning vid en temperatur av ca 3/4 av
smältpunkten eller däröver. Genom den höga
temperaturen ökas atomernas rörlighet och ytorna, som efter
kallpressningen endast befunno sig i intim kontakt
med varandra vid ett fåtal ställen, dragas ihop, så att
beröringsytorna bliva större. Denna effekt kan tydas
som en verkan av ytspänningarna, som sträva efter
att åstadkomma en så liten fri yta som möjligt. Då
den kallpressade kroppen är alltigenom porös, måste
sintringsoperationen utföras i vakuum eller i en icke
oxiderande ugnsatmosfär. Sintringstemperaturen får
dock icke vara så hög att korntillväxten börjar göra
sig gällande. Detta medför nämligen sämre
hållfasthet. Dessutom sjunker godsets täthet ovanför den för
varje metall optimala temperaturen. Pulverkornen
äro nämligen omgivna av ett adsorberat gasskikt —
då den verkliga ytan av de sönderklyftade kornen kan
uppgå till det hundrafaldiga av den skenbara ytan rör
det sig om avsevärda gasmängder, vilka frigöras vid
uppvärmningen och då förorsaka porositet. Av
denna anledning finnes även en övre gräns för
presstrycket. Vid för högt tryck blir materialet
ogenomsläpp-ligt för de under upphettningen frigjorda gaserna och
ökad porositet resulterar.
Vid sintring av metallpulverblandningar av två
eller flera metaller kan även en flytande fas uppträda,
i vilket fall hopdiffusionen avsevärt underlättas och
en särskilt tät och hållfast produkt erhålles. Vid
sintring av en blandning av volframkarbidpulver
med några procent koboltpulver bildas ovanför
1 400°C en eutektisk Co—W—C-legering. Denna
flytande fas suges kapillärt mellan
volframkarbidkor-nen samt indiffunderar ett stycke i dessa. Liknande
förhållanden föreligga vid sintring av koppar med
tenn, zink eller aluminium.
Götzel1 fann vid undersökningar med sintrad
koppar att sintring i vätgas gav något högre hållfasthet
men något lägre täthet än sintring i vakuum (750°C
16 h). Ledningsförmågan, hårdheten och spec.
vikten stiga först snabbt, sedan långsamt med
presstrycket. (Vid 7 000 kg/cm2: Spec. vikt ^=8, HB = 40
elektrisk ledningsförmåga =75 % av kompakt
metall.) Ompressning och omsintring ledde till en
förbättring. [y s= 8,2, Hb = 7(), elektrisk
ledningsförmåga^ 78 %, hållfasthet r= 40 kg/cm2). Tätheten
ökades med sintringstemperaturen. Varmpressning
gav högre värden t. e. y = 8,5, HB = 93, medan en
efterglödgning sänker HB till 38. Max. hårdheten
uppnåddes vid 300°C presstemperatur: Hb = 105 y — 8,5.
Istället för kallpressning och efterföljande
sintrings-behandling kan man även tillämpa enbart
varmpressning av pulvret. Den genom varmpressning erhållna
produkten visar mycket goda egenskaper.
Varmpress-ningsoperationen måste dock utföras i vakuum eller
icke oxiderande atmosfär, vilket gör att, apparaturen
blir något komplicerad, varför denna metod är mera
ovanlig och publikationer däröver ganska glesa.
Egna varnipressningsförsök.
Vid den av Trzebiatowski (2) och Jones (3)
beskrivna anordningen för varmpressning inleddes
skyddsgas i den elektriskt upphettade presscylindern.
De nedan omtalade försöken utfördes enligt en
förenklad metod: Pulvret fylldes i ett kopparrör med 18
mm inre och 20 mm yttre diam. samt 150 mm längd,
som vid den ena ändan var tillstrypt och utmynnade
i ett tillsvetsat rör med 10 mm diam. Det fyllda
röret tillsvetsades i den ena ändan, varpå evakuerades
genom det tillstrypta ansatsröret, vilket efter 5 min.
upprätthållande av vakuum (0,1 Hg) tillplattades,
avskars med lågan och därvid tillsvetsades. Genom
inläggning av något grövre pulver före tillstrypningen
hade förhindrats att det fina pulvret sögs ut. De
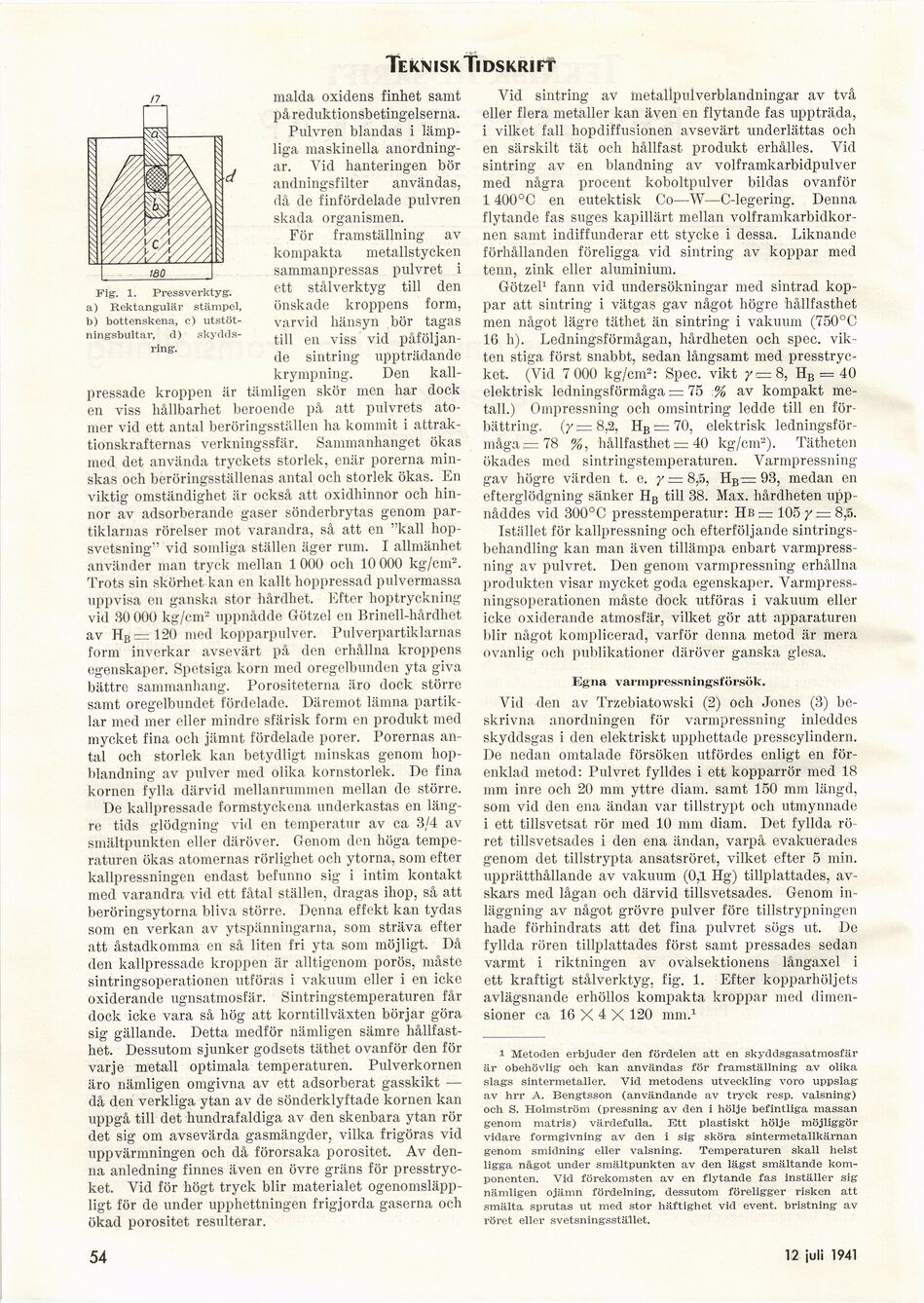
fyllda rören tillplattades först samt pressades sedan
varmt i riktningen av ovalsektionens långaxel i
ett kraftigt stålverktyg, fig. 1. Efter kopparhöljets
avlägsnande erhöllos kompakta kroppar med
dimensioner ca 16 X 4 X 120 mm.1
i Metoden erbjuder den fördelen att en skyddsgasatmosfär
är obehövlig- och kan användas för framställning av olika
slags sintermetaller. Vid metodens utveckling voro uppslag
av hrr A. Bengtsson (användande av tryck resp. valsning)
och S. Holmström (pressning av den i hölje befintliga massan
genom matris) värdefulla. Ett plastiskt hölje möjliggör
vidare formgivning av den i sig sköra sintermetallkärnan
genom smidning eller valsning. Temperaturen skall helst
ligga något under smältpunkten av den lägst smältande
komponenten. Vid förekomsten av en flytande fas inställer sig
nämligen ojämn fördelning, dessutom föreligger risken att
smälta sprutas ut med stor häftighet vid event. bristning av
röret eller svetsningsstället.
n
Fig. 1. Pressverktyg.
a) Rektangulär stämpel,
b) bottenskena, c)
utstöt-ningsbultar, d) skydds-
ring.
54
12 april 1941
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}