
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
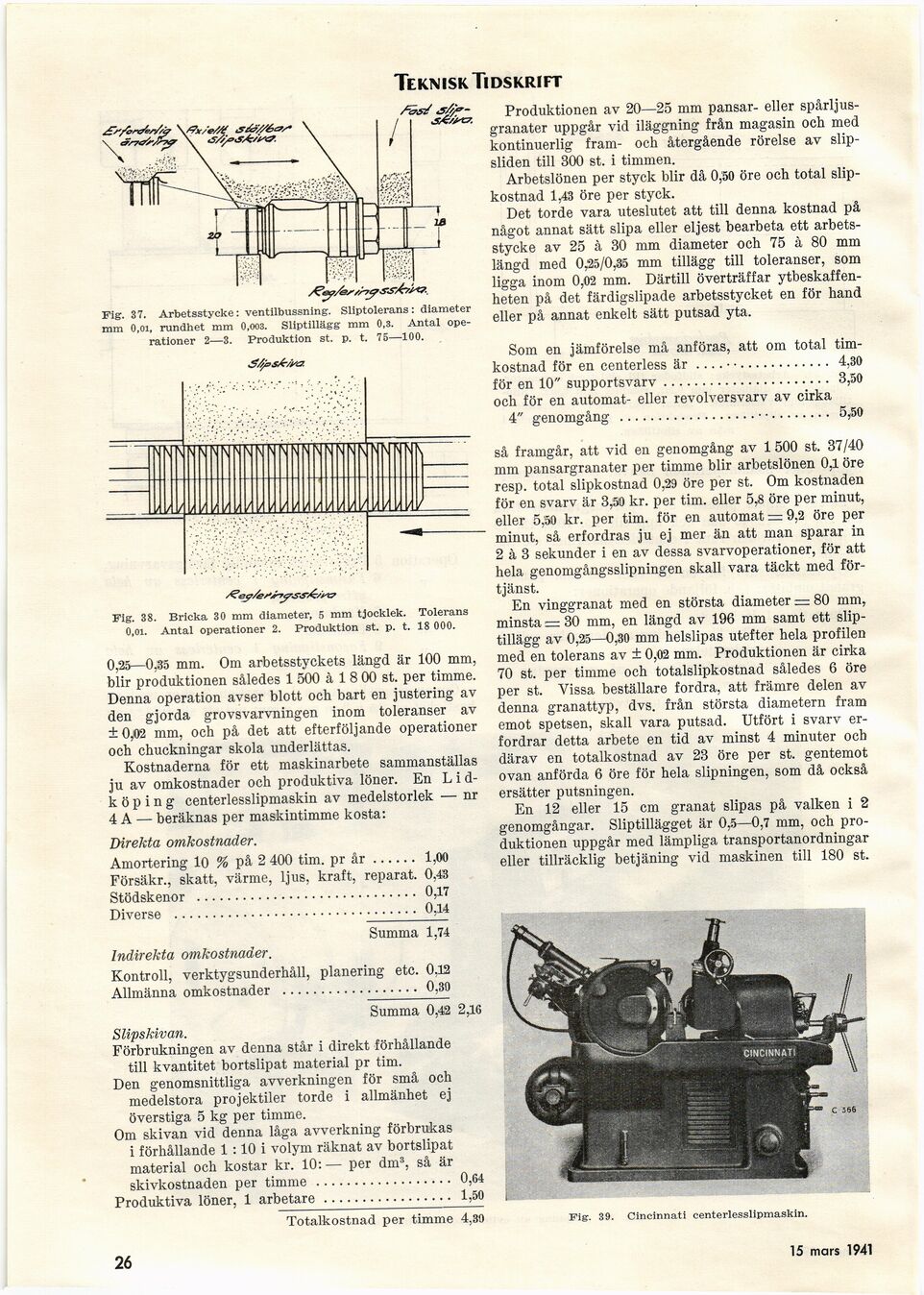
Fig. 37. Arbetsstycke: ventilbussning. Sliptolerans: diameter
mm 0,oi, rundhet mm 0.OO3. Sliptillägg mm 0,3. Antal
operationer 2—3. Produktion st. p. t. 75—100.
Fig. 38. Bricka 30 mm diameter, 5 mm tjocklek. Tolerans
0,oi. Antal operationer 2. Produktion st. p. t. 18 000.
0,25—0,35 mm. Om arbetsstyckets längd är 100 mm,
blir produktionen således 1 500 à 1 8 00 st. per timme.
Denna operation avser blott och bart en justering av
den gjorda grovsvarvningen inom toleranser av
± 0,192 mm, och på det att efterföljande operationer
och chuckningar skola underlättas.
Kostnaderna för ett maskinarbete sammanställas
ju av omkostnader och produktiva löner. En
Lidköping centerlesslipmaskin av medelstorlek — nr
4 A — beräknas per maskintimme kosta:
Direkta omkostnader.
Amortering 10 % på 2 400 tim. pr år...... 1,00
Försäkr., skatt, värme, ljus, kraft, reparat. 0,43
Stödskenor ............................. 0,17
Diverse ................................ 0,14
Summa 1,74
Indirekta omkostnader.
Kontroll, verktygsunderhåll, planering etc. 0.12
Allmänna omkostnader .................. 0,30
Summa 0,42 2,16
Slipskivan.
Förbrukningen av denna står i direkt förhållande
till kvantitet bortslipat material pr tim.
Den genomsnittliga avverkningen för små och
medelstora projektiler torde i allmänhet ej
överstiga 5 kg per timme.
Om skivan vid denna låga avverkning förbrukas
i förhållande 1 :10 i volym räknat av bortslipat
material och kostar kr. 10:— per dm3, så är
skivkostnaden per timme .................. 0,64
Produktiva löner, 1 arbetare................. 1,50
Totalkostnad per timme 4,30
Produktionen av 20—25 mm pansar- eller
spårljusgranater uppgår vid iläggning från magasin och med
kontinuerlig fram- och återgående rörelse av
slip-sliden till 300 st. i timmen.
Arbetslönen per styck blir då 0,50 öre och total
slipkostnad 1,43 öre per styck.
Det torde vara uteslutet att till denna kostnad på
något annat sätt slipa eller eljest bearbeta ett
arbetsstycke av 25 à 30 mm diameter och 75 à 80 mm
längd med 0,25/0,35 mm tillägg till toleranser, som
ligga inom 0,02 mm. Därtill överträffar
ytbeskaffen-heten på det färdigslipade arbetsstycket en för hand
eller på annat enkelt sätt putsad yta.
Som en jämförelse må anföras, att om total
timkostnad för en centerless är .................. 4,30
för en 10" supportsvarv...................... 3,50
och för en automat- eller revolversvarv av cirka
4" genomgång ..................• •........ 5,50
så framgår, att vid en genomgång av 1500 st. 37/40
mm pansargranater per timme blir arbetslönen 0,1 öre
resp. total slipkostnad 0,29 öre per st. Om kostnaden
för en svarv är 3,50 kr. per tim. eller 5,8 öre per minut,
eller 5,90 kr. per tim. för en automat = 9,2 öre per
minut, så erfordras ju ej mer än att man sparar in
2 à 3 sekunder i en av dessa svarvoperationer, för att
hela genomgångsslipningen skall vara täckt med
förtjänst.
En vinggranat med en största diameter — 80 mm,
minsta = 30 mm, en längd av 196 mm samt ett
sliptillägg av 0,25—0,30 mm helslipas utefter hela profilen
med en tolerans av ± 0,02 mm. Produktionen är cirka
70 st. per timme och totalslipkostnad således 6 öre
per st. Vissa beställare fordra, att främre delen av
denna granattyp, dvs. från största diametern fram
emot spetsen, skall vara putsad. Utfört i svarv
erfordrar detta arbete en tid av minst 4 minuter och
därav en totalkostnad av 23 öre per st. gentemot
ovan anförda 6 öre för hela slipningen, som då också
ersätter putsningen.
En 12 eller 15 cm granat slipas på valken i 2
genomgångar. Sliptillägget är 0,5—0,7 mm, och
produktionen uppgår med lämpliga transportanordningar
eller tillräcklig betjäning vid maskinen till 180 st.
Fig:. 39. Cincinnati centerlesslipmaskin.
|Sill|S||Ä|tS
26
15 mars 1941
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}