
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
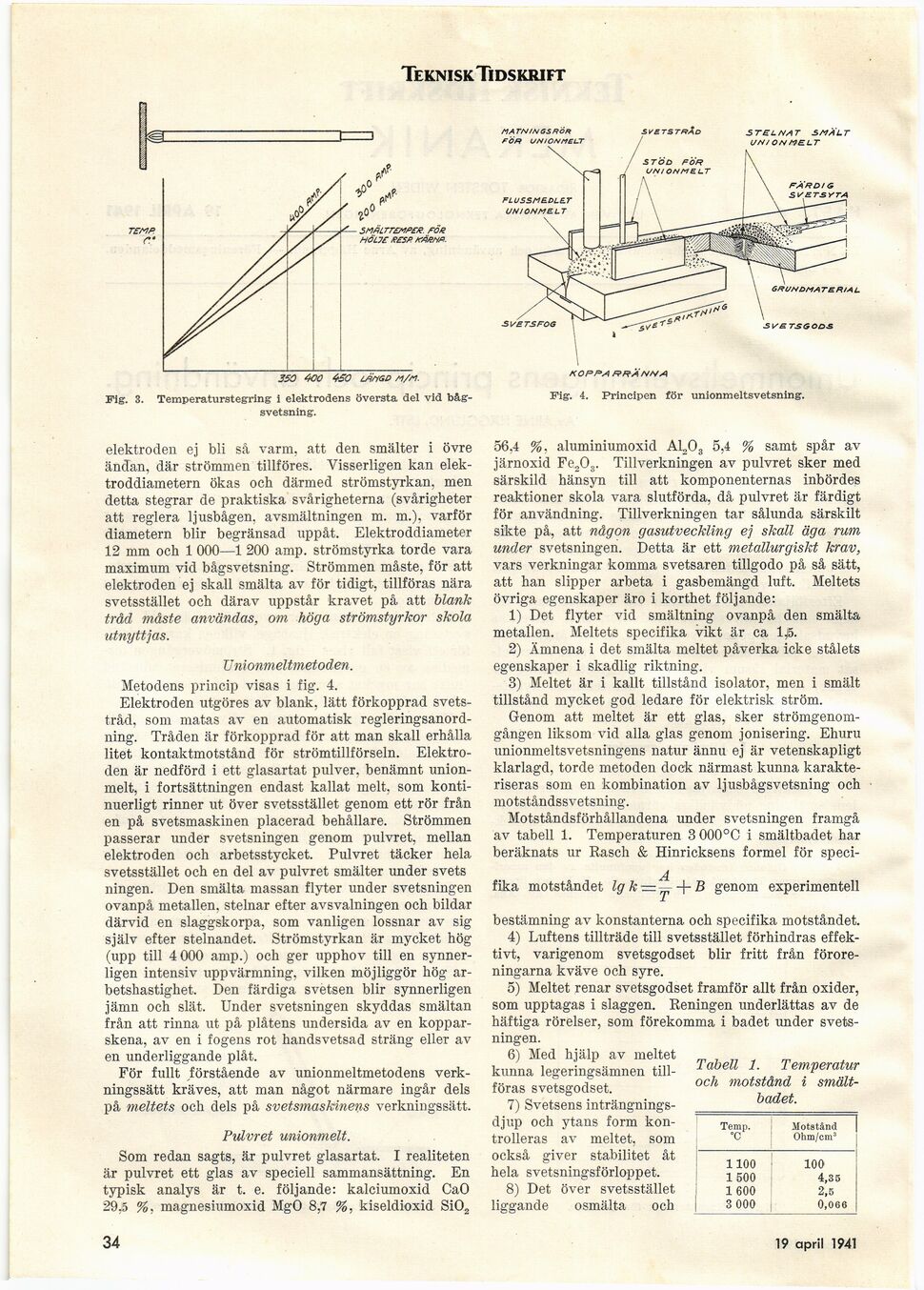
Fig. 3. Temperaturstegring i elektrodens översta del vid
bàg-svetsning.
KOPPA FfRANMA
Fig. 4. Principen för unionmeltsvetsning.
elektroden ej bli så varm, att den smälter i övre
äncTan, där strömmen tillföres. Visserligen kan
elektroddiametern ökas och därmed strömstyrkan, men
detta stegrar de praktiska svårigheterna (svårigheter
att reglera ljusbågen, avsmältningen m. m.), varför
diametern blir begränsad uppåt. Elektroddiameter
12 mm och 1 000—1 200 amp. strömstyrka torde vara
maximum vid bågsvetsning. Strömmen måste, för att
elektroden ej skall smälta av för tidigt, tillföras nära
svetsstället och därav uppstår kravet på att blank
tråd måste användas, om höga strömstyrkor skola
utnyttjas.
TJnionmeltmetoden.
Metodens princip visas i fig. 4.
Elektroden utgöres av blank, lätt förkopprad
svets-tråd, som matas av en automatisk
regleringsanordning. Tråden är förkopprad för att man skall erhålla
litet kontaktmotstånd för strömtillförseln.
Elektroden är nedförd i ett glasartat pulver, benämnt
union-melt, i fortsättningen endast kallat melt, som
kontinuerligt rinner ut över svetsstället genom ett rör från
en på svetsmaskinen placerad behållare. Strömmen
passerar under svetsningen genom pulvret, mellan
elektroden och arbetsstycket. Pulvret täcker hela
svetsstället och en del av pulvret smälter under svets
ningen. Den smälta massan flyter under svetsningen
ovanpå metallen, stelnar efter avsvalningen och bildar
därvid en slaggskorpa, som vanligen lossnar av sig
själv efter stelnandet. Strömstyrkan är mycket hög
(upp till 4 000 amp.) och ger upphov till en
synnerligen intensiv uppvärmning, vilken möjliggör hög
ar-betshastighet. Den färdiga svetsen blir synnerligen
jämn och slät. Under svetsningen skyddas smältan
från att rinna ut på plåtens undersida av en
kopparskena, av en i fogens rot handsvetsad sträng eller av
en underliggande plåt.
För fullt förstående av unionmeltmetodens
verkningssätt kräves, att man något närmare ingår dels
på meltets och dels på svetsmaskinens verkningssätt.
Pulvret unionmelt.
Som redan sagts, är pulvret glasartat. I realiteten
är pulvret ett glas av speciell sammansättning. En
typisk analys är t. e. följande: kalciumoxid CaO
29,5 %, magnesiumoxid MgO 8,7 %, kiseldioxid Si02
56,4 %, aluminiumoxid A1203 5,4 % samt spår av
järnoxid Fe,203. Tillverkningen av pulvret sker med
särskild hänsyn till att komponenternas inbördes
reaktioner skola vara slutförda, då pulvret är färdigt
för användning. Tillverkningen tar sålunda särskilt
sikte på, att någon gasutveckling ej skall äga rum
under svetsningen. Detta är ett metallurgiskt krav,
vars verkningar komma svetsaren tillgodo på så sätt,
att han slipper arbeta i gasbemängd luft. Meltets
övriga egenskaper äro i korthet följande:
1) Det flyter vid smältning ovanpå den smälta
metallen. Meltets specifika vikt är ca 1,5.
2) Ämnena i det smälta meltet påverka icke stålets
egenskaper i skadlig riktning.
3) Meltet är i kallt tillstånd isolator, men i smält
tillstånd mycket god ledare för elektrisk ström.
Genom att meltet är ett glas, sker
strömgenomgången liksom vid alla glas genom jonisering. Ehuru
unionmeltsvetsningens natur ännu ej är vetenskapligt
klarlagd, torde metoden dock närmast kunna
karakteriseras som en kombination av ljusbågsvetsning och
motståndssvetsning.
Motståndsförhållandena under svetsningen framgå
av tabell 1. Temperaturen 3 000°C i smältbadet har
beräknats ur Rasch & Hinricksens formel för speci-
fika motståndet lgk~~-\-B genom experimentell
bestämning av konstanterna och specifika motståndet.
4) Luftens tillträde till svetsstället förhindras
effektivt, varigenom svetsgodset blir fritt från
föroreningarna kväve och syre.
5) Meltet renar svetsgodset framför allt från oxider,
som upptagas i slaggen. Reningen underlättas av de
häftiga rörelser, som förekomma i badet under
svetsningen.
6) Med hjälp av meltet
kunna legeringsämnen
tillföras svetsgodset.
7) Svetsens
inträngnings-djup och ytans form
kontrolleras av meltet, som
också giver stabilitet åt
hela svetsningsförloppet.
8) Det över svetsstället
liggande osmälta och
Tabell 1. Temperatur
och motstånd i
smält-badet.
Temp. Motstånd
°C Ohm/cm3
1100 100
1500 4,35
1 600 2,5
3 000 0,066
34
19 april 1941
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}