
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
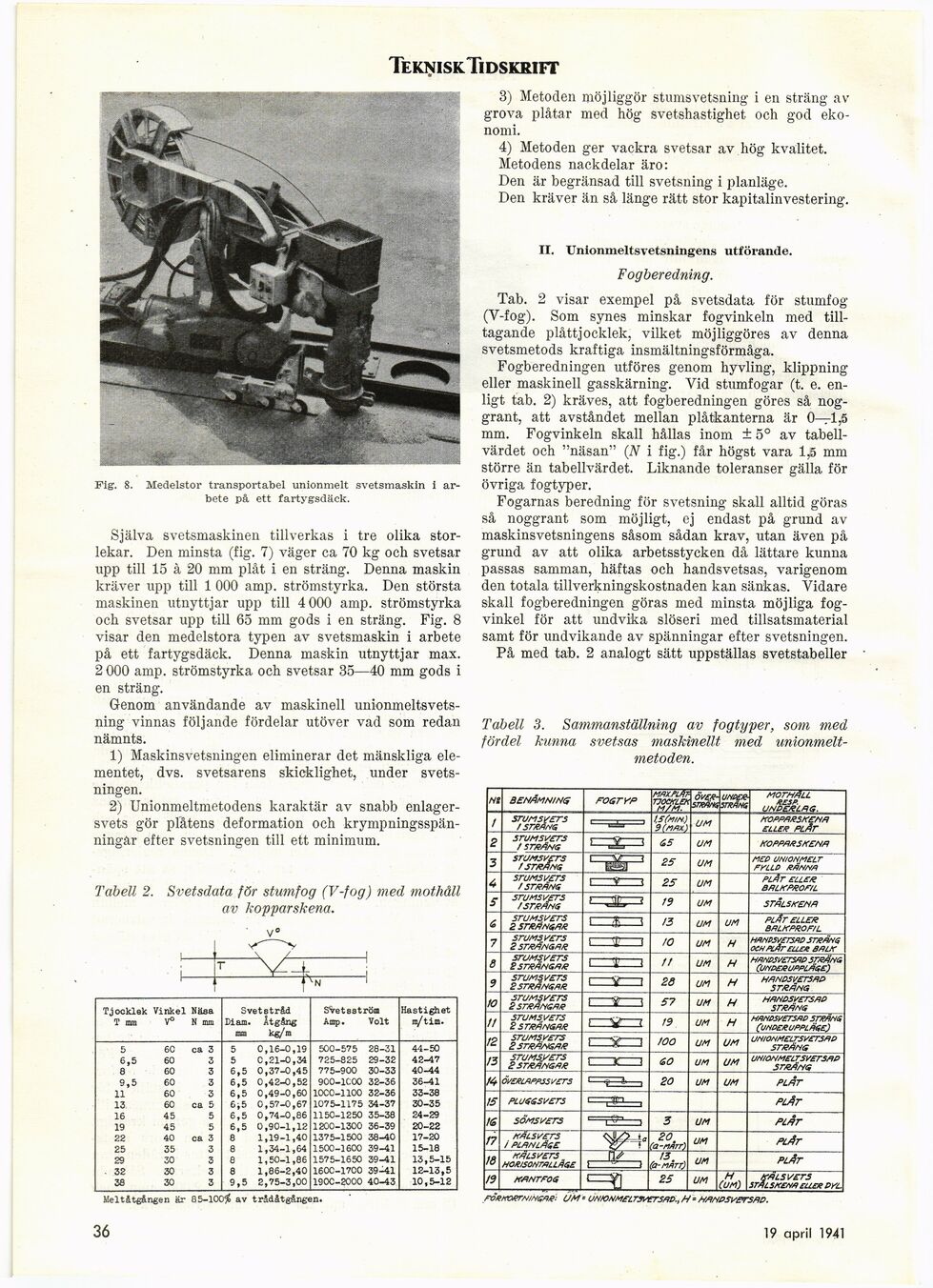
Fig. 8. Medelstor transportabel unionmelt svetsmaskin i
arbete på ett fartygsdäck.
Själva svetsmaskinen tillverkas i tre olika
storlekar. Den minsta (fig. 7) väger ca 70 kg och svetsar
upp till 15 à 20 mm plåt i en sträng. Denna maskin
kräver upp till 1 000 amp. strömstyrka. Den största
maskinen utnyttjar upp till 4 000 amp. strömstyrka
och svetsar upp till 65 mm gods i en sträng. Fig. 8
visar den medelstora typen av svetsmaskin i arbete
på ett fartygsdäck. Denna maskin utnyttjar max.
2 000 amp. strömstyrka och svetsar 35—40 mm gods i
en sträng.
Genom användande av maskinell
unionmeltsvets-ning vinnas följande fördelar utöver vad som redan
nämnts.
1) Maskinsvetsningen eliminerar det mänskliga
elementet, dvs. svetsarens skicklighet, under
svetsningen.
2) Unionmeltmetodens karaktär av snabb
enlager-svets gör plåtens deformation och
krympningsspän-ningàr efter svetsningen till ett minimum.
Tabell 2. Svetsdata för stumfog (V-fog) med mothåll
av kopparskena.
v"
r ^y i
i r l\N i
1 1
Tjocklek Vinkel Hüsa Svetstråd SVeteatröm Hastighet
T •jn N DIQ Diam. Åtgång Amp. Voit m/tim.
i m kg/m
5 60 ca 3 5 0,16-0,19 500-575 28-31 44-50
6 5 60 3 5 0,21-0,34 725-825 29-32 42-47
8 60 3 6 5 0,37-0,45 775-900 30-33 40-44
9 5 60 3 6 5 0,42-0,52 900-1000 32-36 36-41
11 60 3 6 5 0,49-0,60 lOCO-llOO 32-36 33-38
13 60 ca 5 6 5 0,57-0,67 1075-1175 34-37 30-35
16 45 5 6 5 0,74-0,86 1150-1250 35-38 24-29
19 45 5 6 5 0,90-1,12 1200-1300 36-39 20-22
22 40 ca 3 8 1,19-1,40 1375-1500 38-40 17-20
25 35 3 8 1,34-1,64 1500-1600 39-41 15-18
29 30 3 8 1,50-1,86 1575-1650 39-41 13,5-15
32 30 3 8 1,86-2,40 1600-1700 39-41 12-13,5
38 30 3 9 5 2,75-3,00 1900-2000 40-43 10,5-12
Meltåtgången är 85-100$ av trådåtgången.
36
3) Metoden möjliggör stumsvetsning i en sträng av
grova plåtar med hög svetshastighet och god
ekonomi.
4) Metoden ger vackra svetsar av hög kvalitet.
Metodens nackdelar äro:
Den är begränsad till svetsning i planläge.
Den kräver än så länge rätt stor kapitalinvestering.
II. Unionmeltsvetsningens utförande.
Fogberedning.
Tab. 2 visar exempel på svetsdata för stumfog
(V-fog). Som synes minskar fogvinkeln med
tilltagande plåttjocklek, vilket möjliggöres av denna
svetsmetods kraftiga insmältningsförmåga.
Fogberedningen utföres genom hyvling, klippning
eller maskinell gasskärning. Yid stumfogar (t. e.
enligt tab. 2) kräves, att fogberedningen göres så
noggrant, att avståndet mellan plåtkanterna är 0—1,5
mm. Fogvinkeln skall hållas inom ± 5° av
tabellvärdet och "näsan" (N i fig.) får högst vara 1,5 mm
större än tabellvärdet. Liknande toleranser gälla för
övriga fogtyper.
Fogarnas beredning för svetsning skall alltid göras
så noggrant som möjligt, ej endast på grund av
maskinsvetsningens såsom sådan krav, utan även på
grund av att olika arbetsstycken då lättare kunna
passas samman, häftas och handsvetsas, varigenom
den totala tillverkningskostnaden kan sänkas. Vidare
skall fogberedningen göras med minsta möjliga
fogvinkel för att undvika slöseri med tillsatsmaterial
samt för undvikande av spänningar efter svetsningen.
På med tab. 2 analogt sätt uppställas svetstabeller
Tabell 3. Sammanställning av fogtyper, som med
fördel kunna svetsas maskinellt jjied
unionmelt-metoden.
NI / BENÄMNING stums^ets / stx/wg FOtSTYP MAKFLfiT TJOCKLEK M/M. övEfi- STRprn, [-UNCER-STRÄNG-] {+UNCER- STRÄNG+} MOTHÄLL ßESP. UNDERLAG.
uà* ’ 1,5 (MIN.) UM HOPPARSKENA ELLER PLAT
2 stumsvets t st/sAng 65 UM KOPPARSKENA
3 STUMSVETS /strÆng llü-J 25 UM MED UNIONMELT FYLLO RÀNNA
stumsvets /STRÄNG ’-9-i 25 UM PLAT ELLER BALKPROF/L
5 stumsvets /stpÆng ’j 19 UM StAlSKENA
ü stumsi/ets 2 STPPNGFZ 1 lf, < 13 UM UM PLÅT ELLER BALKPROF/L
7 stumsvets ZSTRAngar 1 f 1 ro UM H HPHDSVETSPD ST/SÄNG xhplAteueh balx
a stumjvets S sträng ar 1 W 1 tt UM H NmDSYETSAD STRÄNG (unperuppläge)
9 STUM^VETS SSTRANGAR 28 UM H HANDSVETSAD STRÄNG
to stumsyets Ssn’ang ar i—Y—i 57 UM H HANOSYETSAO STRÄNG
1.1 12 STUMSVETS 2 str,A ngar i——r t9 UM H H/WPSyETSAC> STPÄNG (UNDEPUPPLPGE)
STUMSVETS 2 STRÄNGAR i-%-1 /OO UM UM UN/ONMEITSVETSAP STRÄNG
13 STUMSyETS 2strangar i * i 60 UM UM UN/ONMELTSVETSAP sträng
WEPLPPPJSVETS 20 UM UM plAt
15 PL UGGSVETS |—Ttn , plAt
16 SÖMSt/ETS ’ Tg-i , 3 UM plAt
17 MÄLSt/ETS i PLANLÄGE 20. (Q-nmr) UM plAt
Id KÄLSVETS HOX/SONTALLAGE 13. (a-rtRTT) UM plAt
19 KFINTPOG 25 UM H (UM) MAL SVETS STALSKENA ELLSe Brt,
föpkoptmhgp& i/M ■ üwoNMELTWErsmi.i H■HfiHPSversfiD.
19 april 1941
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}