
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Mekanik.
för andra slag’ av fogtyper, som kunna svetsas med
unionmeltmetoden. Enär de fogtyper, som • kunna
svetsas automatiskt med bågsvetsning eller andra
metoder, i stort sett äro desamma som de, som kunna
svetsas med unionmeltsvetsning och sålunda äro av
mera allmänt intresse, visas i tab. 3 en uppställning
över sådana fogtyper, för vilka f. n. fullständiga
svets-tabeller för unionmeltsvetsning finnas uppgjorda.
Fig. 9 visar några av dessa fogar sådana de se ut
efter svetsning.
Arbetsstyckets sammanfogning och uppläggning för
svetsning. Uppställning av svetsmaskinen.
Sedan fogberedningen utförts skola arbetsstyckena
sammanfogas för svetsning. Då arbetsstyckena äro
skilda från varandra, som fallet t. e. är med två plana
plåtar eller två cylindrar, torde inga svårigheter
finnas att sammanföra arbetsstyckena för häftning.
Om cylindriska mantlar skola häftas däremot, måste
ändamålsenliga anordningar för mantelplåtens
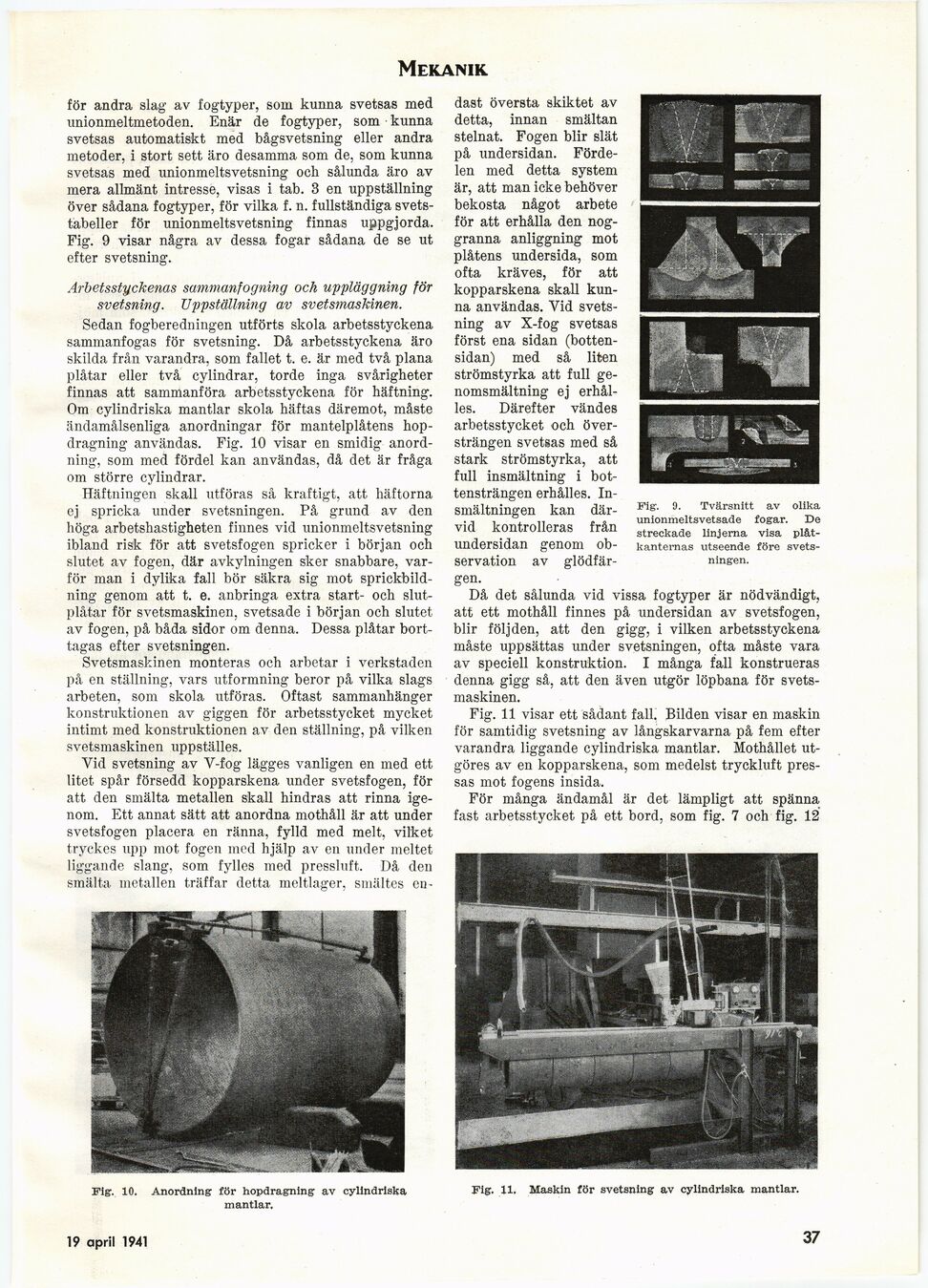
hopdragning användas. Fig. 10 visar en smidig
anordning, som med fördel kan användas, då det är fråga
om större cylindrar.
Häftningen skall utföras så kraftigt, att häftorna
ej spricka under svetsningen. På grund av den
höga arbetshastigheten finnes vid unionmeltsvetsning
ibland risk för att svetsfogen spricker i början och
slutet av fogen, där avkylningen sker snabbare,
varför man i dylika fall bör säkra sig mot
sprickbildning genom att t. e. anbringa extra start- och
slut-plåtar för svetsmaskinen, svetsade i början och slutet
av fogen, på båda sidor om denna. Dessa plåtar
borttagas efter svetsningen.
Svetsmaskinen monteras och arbetar i verkstaden
på en ställning, vars utformning beror på vilka slags
arbeten, som skola utföras. Oftast sammanhänger
konstruktionen av giggen för arbetsstycket mycket
intimt med konstruktionen av den ställning, på vilken
svetsmaskinen uppställes.
Vid svetsning av V-fog lägges vanligen en med ett
litet spår försedd kopparskena under svetsfogen, för
att den smälta metallen skall hindras att rinna
igenom. Ett annat sätt att anordna mothåll är att under
svetsfogen placera en ränna, fylld med melt, vilket
tryckes upp mot fogen med hjälp av en under meltet
liggande slang, som fylles med pressluft. Då den
smälta metallen träffar detta meltlager, smältes en-
Fig. 11. Maskin för svetsning av cylindriska mantlar.
Fig. 10. Anordning för hopdragning av cylindriska
mantlar.
däst översta skiktet av
detta, innan smältan
stelnat. Fogen blir slät
på undersidan.
Fördelen med detta system
är, att man icke behöver
bekosta något arbete
för att erhålla den
noggranna anliggning mot
plåtens undersida, som
ofta kräves, för att
kopparskena skall
kunna användas. Vid
svetsning av X-fog svetsas
först ena sidan
(bottensidan) med så liten
strömstyrka att full
genomsmältning ej
erhålles. Därefter vändes
arbetsstycket och
översträngen svetsas med så
stark strömstyrka, att
full insmältning i
bottensträngen erhålles.
In-smältningen kan
därvid kontrolleras från
undersidan genom
observation av
glödfärgen.
Då det sålunda vid vissa fogtyper är nödvändigt,
att ett mothåll finnes på undersidan av svetsfogen,
blir följden, att den gigg, i vilken arbetsstyckena
måste uppsättas under svetsningen, ofta måste vara
av speciell konstruktion. I många fall konstrueras
denna gigg så, att den även utgör löpbana för
svetsmaskinen.
Fig. 11 visar ett sådant fall. Bilden visar en maskin
för samtidig svetsning av långskarvarna på fem efter
varandra liggande cylindriska mantlar. Mothållet
utgöres av en kopparskena, som medelst tryckluft
pressas mot fogens insida.
För många ändamål är det lämpligt att spänna
fast arbetsstycket på ett bord, som fig. 7 och fig. 12
Fig. 9. Tvärsnitt av olika
unionmeltsvetsade fogar. De
streckade linjerna visa
plàt-kanternas utseende före
svetsningen.
19 april 1941
37
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}