
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
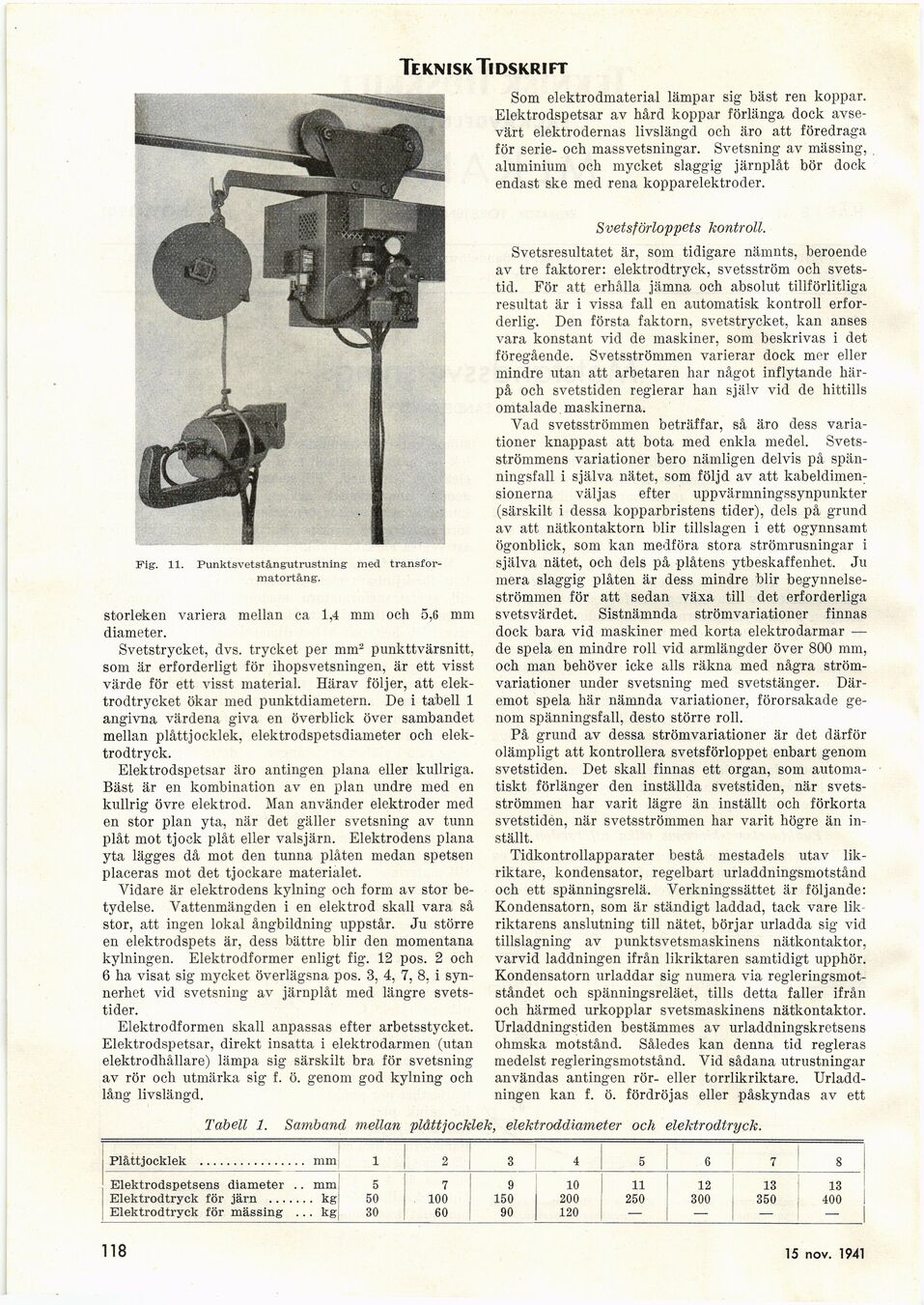
Fig. 11. Punktsvetstångutrustning med
transformatortång.
storleken variera mellan ca 1,4 mm och 5,6 mm
diameter.
Svetstrycket, dvs. trycket per mm2 punkttvärsnitt,
som är erforderligt för ihopsvetsningen, är ett visst
värde för ett visst material. Härav följer, att
elektrodtrycket ökar med punktdiametern. De i tabell 1
angivna värdena giva en överblick över sambandet
mellan plåttjocklek, elektrodspetsdiameter och
elektrodtryck.
Elektrodspetsar äro antingen plana eller kullriga.
Bäst är en kombination av en plan undre med en
kullrig övre elektrod. Man använder elektroder med
en stor plan yta, när det gäller svetsning av tunn
plåt mot tjock plåt eller valsjärn. Elektrodens plana
yta lägges då mot den tunna plåten medan spetsen
placeras mot det tjockare materialet.
Vidare är elektrodens kylning och form av stor
betydelse. Vattenmängden i en elektrod skall vara så
stor, att ingen lokal ångbildning uppstår. Ju större
en elektrodspets är, dess bättre blir den momentana
kylningen. Elektrodformer enligt fig. 12 pos. 2 och
6 ha visat sig mycket överlägsna pos. 3, 4, 7, 8. i
synnerhet vid svetsning av järnplåt med längre
svets-tider.
Elektrodformen skall anpassas efter arbetsstycket.
Elektrodspetsar, direkt insatta i elektrodarmen (utan
elektrodhållare) lämpa sig särskilt bra för svetsning
av rör oeh utmärka sig f. ö. genom god kylning och
lång livslängd.
Som elektrodmaterial lämpar sig bäst ren koppar.
Elektrodspetsar av hård koppar förlänga dock
avsevärt elektrodernas livslängd och äro att föredraga
för serie- och massvetsningar. Svetsning av mässing,
aluminium och mycket slaggig järnplåt bör dock
endast ske med rena kopparelektroder.
Svetsförloppets kontroll.
Svetsresultatet är, som tidigare nämnts, beroende
av tre faktorer: elektrodtryck, svetsström och
svetstid. För att erhålla jämna och absolut tillförlitliga
resultat är i vissa fall en automatisk kontroll
erforderlig. Den första faktorn, svetstrycket, kan anses
vara konstant vid de maskiner, som beskrivas i det
föregående. Svetsströmmen varierar dock mer eller
mindre utan att arbetaren har något inflytande
härpå och svetstiden reglerar han själv vid de hittills
omtalade. maskinerna.
Vad svetsströmmen beträffar, så äro dess
variationer knappast att böta med enkla medel.
Svets-strömmens variationer bero nämligen delvis på
spänningsfall i själva nätet, som följd av att kabeldimen:
sionerna väljas efter uppvärmningssynpunkter
(särskilt i dessa kopparbristens tider), dels på grund
av att nätkontaktorn blir tillslagen i ett ogynnsamt
ögonblick, som kan medföra stora strömrusningar i
själva nätet, och dels på plåtens ytbeskaffenhet. Ju
mera slaggig plåten är dess mindre blir
begynnelseströmmen för att sedan växa till det erforderliga
svetsvärdet. Sistnämnda strömvariationer finnas
dock bara vid maskiner med korta elektrodarmar —
de spela en mindre roll vid armlängder över 800 mm,
och man behöver icke alls räkna med några
strömvariationer under svetsning med svetstänger.
Däremot spela här nämnda variationer, förorsakade
genom spänningsfall, desto större roll.
På grund av dessa strömvariationer är det därför
olämpligt att kontrollera svetsförloppet enbart genom
svetstiden. Det skall finnas ett organ, som
automatiskt förlänger den inställda svetstiden, när
svetsströmmen har varit lägre än inställt och förkorta
svetstiden, när svetsströmmen har varit högre än
inställt.
Tidkontrollapparater bestå mestadels utav
likriktare, kondensator, regelbart urladdningsmotstånd
och ett spänningsrelä. Verkningssättet är följande:
Kondensatorn, som är ständigt laddad, tack vare lik
riktarens anslutning till nätet, börjar urladda sig vid
tillslagning av punktsvetsmaskinens nätkontaktor,
varvid laddningen ifrån likriktaren samtidigt upphör.
Kondensatorn urladdar sig numera via
regleringsmotståndet och spänningsreläet, tills detta faller ifrån
och härmed urkopplar svetsmaskinens nätkontaktor.
Urladdningstiden bestämmes av urladdningskretsens
ohmska motstånd. Således kan denna tid regleras
medelst regleringsmotstånd. Vid sådana utrustningar
användas antingen rör- eller torrlikriktare.
Urladdningen kan f. ö. fördröjas eller påskyndas av ett
Tabell 1. Samband mellan plåttjocklek, elektroddiameter och elektrodtryck.
Plåttjocklek ............... 1 2 3 4 5 6 7 8
Elektrodspetsens diameter . . mm 5 7 9 10 11 12 13 13
Elektrodtryck för järn .... .. kg 50 100 150 200 250 300 350 400
Elektrodtryck för mässing .. kg 30 60 90 120 — — — —
118
15 nov. 1941
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}