
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
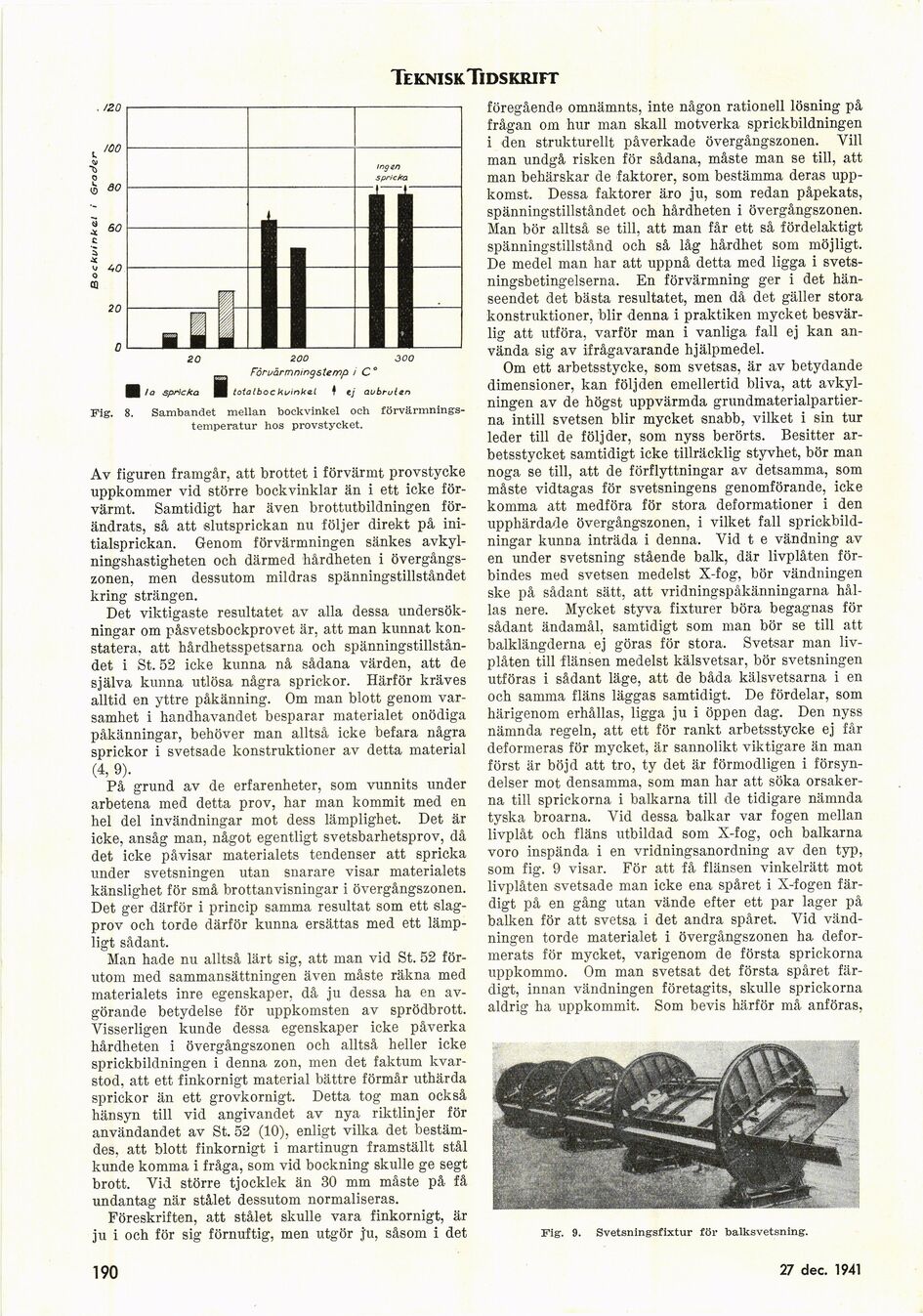
20 200 300
Föruàrmninqstemp i C"
■ la spricka fl totalbockvinkel ♦ tj avbruten
Fig. 8. Sambandet mellan boekvinkel och
förvärmnings-temperatur hos provstycket.
Av figuren framgår, att brottet i förvärmt provstycke
uppkommer vid större bockvinklar än i ett icke
förvärmt. Samtidigt har även brottutbildningen
förändrats, så att slutsprickan nu följer direkt på
initialsprickan. Genom förvärmningen sänkes
avkyl-ningshastigheten och därmed hårdheten i
övergångszonen, men dessutom mildras spänningstillståndet
kring strängen.
Det viktigaste resultatet av alla dessa
undersökningar om påsvetsbockprovet är, att man kunnat
konstatera, att hårdhetsspetsarna och
spänningstillståndet i St. 52 icke kunna nå sådana värden, att de
själva kunna utlösa några sprickor. Härför kräves
alltid en yttre påkänning. Om man blott genom
varsamhet i handhavandet besparar materialet onödiga
påkänningar, behöver man alltså icke befara några
sprickor i svetsade konstruktioner av detta material
(4, 9).
På grund av de erfarenheter, som vunnits under
arbetena med detta prov, har man kommit med en
hel del invändningar mot dess lämplighet. Det är
icke, ansåg man, något egentligt svetsbarhetsprov, då
det icke påvisar materialets tendenser att spricka
under svetsningen utan snarare visar materialets
känslighet för små brottanvisningar i övergångszonen.
Det ger därför i princip samma resultat som ett
slagprov och torde därför kunna ersättas med ett
lämpligt sådant.
Man hade nu alltså lärt sig, att man vid St. 52
förutom med sammansättningen även måste räkna med
materialets inre egenskaper, då ju dessa ha en
avgörande betydelse för uppkomsten av sprödbrott.
Visserligen kunde dessa egenskaper icke påverka
hårdheten i övergångszonen och alltså heller icke
sprickbildningen i denna zon, men det faktum
kvarstod, att ett finkornigt material bättre förmår uthärda
sprickor än ett grovkornigt. Detta tog man också
hänsyn till vid angivandet av nya riktlinjer för
användandet av St. 52 (10), enligt vilka det
bestämdes, att blott finkornigt i martinugn framställt stål
kunde komma i fråga, som vid bockning skulle ge segt
brott. Vid större tjocklek än 30 mm måste på få
undantag när stålet dessutom normaliseras.
Föreskriften, att stålet skulle vara finkornigt, är
ju i och för sig förnuftig, men utgör Ju, såsom i det
föregående omnämnts, inte någon rationell lösning på
frågan om hur man skall motverka sprickbildningen
i den strukturellt påverkade övergångszonen. Vill
man undgå risken för sådana, måste man se till, att
man behärskar de faktorer, som bestämma deras
uppkomst. Dessa faktorer äro ju, som redan påpekats,
spänningstillståndet och hårdheten i övergångszonen.
Man bör alltså se till, att man får ett så fördelaktigt
spänningstillstånd och så låg hårdhet som möjligt.
De medel man har att uppnå detta med ligga i
svetsningsbetingelserna. En förvärmning ger i det
hänseendet det bästa resultatet, men då det gäller stora
konstruktioner, blir denna i praktiken mycket
besvärlig att utföra, varför man i vanliga fall ej kan
använda sig av ifrågavarande hjälpmedel.
Om ett arbetsstycke, som svetsas, är av betydande
dimensioner, kan följden emellertid bliva, att
avkylningen av de högst uppvärmda
grundmaterialpartierna intill svetsen blir mycket snabb, vilket i sin tur
leder till de följder, som nyss berörts. Besitter
arbetsstycket samtidigt icke tillräcklig styvhet, bör man
noga se till, att de förflyttningar av detsamma, som
måste vidtagas för svetsningens genomförande, icke
komma att medföra för stora deformationer i den
upphärdade övergångszonen, i vilket fall
sprickbildningar kunna inträda i denna. Vid t e vändning av
en under svetsning stående balk, där livplåten
förbindes med svetsen medelst X-fog, bör vändningen
ske på sådant sätt, att vridningspåkänningarna
hållas nere. Mycket styva fixturer böra begagnas för
sådant ändamål, samtidigt som man bör se till att
balklängderna ej göras för stora. Svetsar man
livplåten till flänsen medelst kälsvetsar, bör svetsningen
utföras i sådant läge, att de båda kälsvetsarna i en
och samma fläns läggas samtidigt. De fördelar, som
härigenom erhållas, ligga ju i öppen dag. Den nyss
nämnda regeln, att ett för rankt arbetsstycke ej får
deformeras för mycket, är sannolikt viktigare än man
först är böjd att tro, ty det är förmodligen i
försyn-delser mot densamma, som man har att söka
orsakerna till sprickorna i balkarna till de tidigare nämnda
tyska broarna. Vid dessa balkar var fogen mellan
livplåt och fläns utbildad som X-fog, och balkarna
voro inspända i en vridningsanordning av den typ,
som fig. 9 visar. För att få flänsen vinkelrätt mot
livplåten svetsade man icke ena spåret i X-fogen
färdigt på en gång utan vände efter ett par lager på
balken för att svetsa i det andra spåret. Vid
vändningen torde materialet i övergångszonen ha
deformerats för mycket, varigenom de första sprickorna
uppkommo. Om man svetsat det första spåret
färdigt, innan vändningen företagits, skulle sprickorna
aldrig ha uppkommit. Som bevis härför må anföras,
Fig. 9. Svetsningsfixtur för balksvetsning.
190
27 sept. 1941
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}