
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Industriell Ekonomi och Organisation
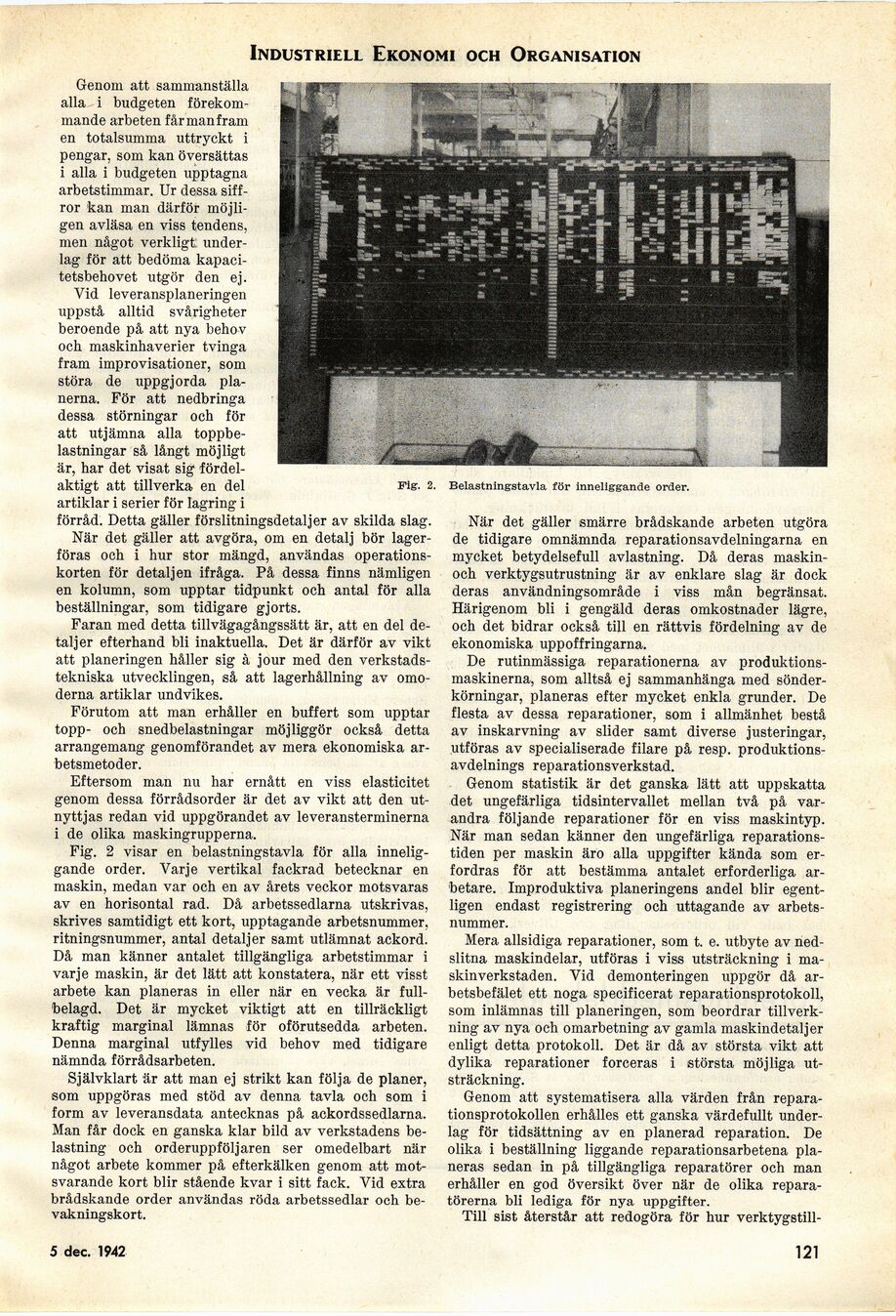
Fig. 2. Belastningstavla för inneliggande order.
Genom att sammanställa
alla i budgeten
förekommande arbeten får man fram
en totalsumma uttryckt i
pengar, som kan översättas
i alla i budgeten upptagna
arbetstimmar. Ur dessa
siffror kan man därför
möjligen avläsa en viss tendens,
men något verkligt
underlag för att bedöma
kapacitetsbehovet utgör den ej.
Vid leveransplaneringen
uppstå alltid svårigheter
beroende på att nya behov
och maskinhaverier tvinga
fram improvisationer, som
störa de uppgjorda
planerna. För att nedbringa
dessa störningar och för
att utjämna alla
toppbelastningar så långt möjligt
är, har det visat sig
fördelaktigt att tillverka en del
artiklar i serier för lagring i
förråd. Detta gäller förslitningsdetaljer av skilda slag.
När det gäller att avgöra, om en detalj bör
lager-föras och i hur stor mängd, användas
operationskorten för detaljen ifråga. På dessa finns nämligen
en kolumn, som upptar tidpunkt och antal för alla
beställningar, som tidigare gjorts.
Faran med detta tillvägagångssätt är, att en del
detaljer efterhand bli inaktuella. Det är därför av vikt
att planeringen håller sig à jour med den
verkstads-tekniska utvecklingen, så att lagerhållning av
omoderna artiklar undvikes.
Förutom att man erhåller en buffert som upptar
topp- och snedbelastningar möjliggör också detta
arrangemang genomförandet av mera ekonomiska
arbetsmetoder.
Eftersom man nu har ernått en viss elasticitet
genom dessa förrådsorder är det av vikt att den
utnyttjas redan vid uppgörandet av leveransterminerna
i de olika maskingrupperna.
Fig. 2 visar en belastningstavla för alla
inneliggande order. Varje vertikal fackrad betecknar en
maskin, medan var och en av årets veckor motsvaras
av en horisontal rad. Då arbetssedlarna utskrivas,
skrives samtidigt ett kort, upptagande arbetsnummer,
ritningsnummer, antal detaljer samt utlämnat ackord.
Då man känner antalet tillgängliga arbetstimmar i
varje maskin, är det lätt att konstatera, när ett visst
arbete kan planeras in eller när en vecka är
fullbelagd. Det är mycket viktigt att en tillräckligt
kraftig marginal lämnas för oförutsedda arbeten.
Denna marginal utfylles vid behov med tidigare
nämnda förrådsarbeten.
Självklart är att man ej strikt kan följa de planer,
som uppgöras med stöd av denna tavla och som i
form av leveransdata antecknas på ackordssedlarna.
Man får dock en ganska klar bild av verkstadens
belastning och orderuppföljaren ser omedelbart när
något arbete kommer på efterkälken genom att
motsvarande kort blir stående kvar i sitt fack. Vid extra
brådskande order användas röda arbetssedlar och
bevakningskort.
När det gäller smärre brådskande arbeten utgöra
de tidigare omnämnda reparationsavdelningarna en
mycket betydelsefull avlastning. Då deras
maskin-och verktygsutrustning är av enklare slag är dock
deras användningsområde i viss mån begränsat.
Härigenom bli i gengäld deras omkostnader lägre,
och det bidrar också till en rättvis fördelning av de
ekonomiska uppoffringarna.
De rutinmässiga reparationerna av
produktionsmaskinerna, som alltså ej sammanhänga med
sönder-körningar, planeras efter mycket enkla grunder. De
flesta av dessa reparationer, som i allmänhet bestå
av inskarvning av slider samt diverse justeringar,
utföras av specialiserade filare på resp.
produktionsavdelnings reparationsverkstad.
Genom statistik är det ganska lätt att uppskatta
det ungefärliga tidsintervallet mellan två på
varandra följande reparationer för en viss maskintyp.
När man sedan känner den ungefärliga
reparationstiden per maskin äro alla uppgifter kända som
erfordras för att bestämma antalet erforderliga
arbetare. Improduktiva planeringens andel blir
egentligen endast registrering och uttagande av
arbetsnummer.
Mera allsidiga reparationer, som t. e. utbyte av
nedslitna maskindelar, utföras i viss utsträckning i
maskinverkstaden. Vid demonteringen uppgör då
ar-betsbefälet ett noga specificerat reparationsprotokoll,
som inlämnas till planeringen, som beordrar
tillverkning av nya och omarbetning av gamla maskindetaljer
enligt detta protokoll. Det är då av största vikt att
dylika reparationer forceras i största möjliga
utsträckning.
Genom att systematisera alla värden från
reparationsprotokollen erhålles ett ganska värdefullt
underlag för tidsättning av en planerad reparation. De
olika i beställning liggande reparationsarbetena
planeras sedan in på tillgängliga reparatörer och man
erhåller en god översikt över när de olika
reparatörerna bli lediga för nya uppgifter.
Till sist återstår att redogöra för hur verktygstill-
4 april 1942
121
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}