
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
Fig-. 13. Långfräsmaskin för profilgängor.
arbetsstycket stilla på en släde. Brotchen roterar
och drages genom arbetsstycket. Spindelvarven
kunna regleras genom bythjul från 37—-175 r/min. och
matningen från 0,1—-0,6 mm per varv. Spindlarna
arbeta oberoende av varandra. Effektbehovet är ca
4 kW.
En universalslipmaskin (fig. 7) är Stals senaste
tillverkningsobjekt. Maskinen är konstruerad i
samarbete med A.-b. Löwener och tillverkas för denna
firma. Slipskivans diameter är 350 mm, dubbhöjden
180 mm och dubbavstånd 750 mm. Såväl arbets- som
slipdocka är vridbar 360°. Arbetsdockan har 6
hastigheter från 60—360 r/min. Bordet drives
mekaniskt. Hastigheten regleras dock steglöst under gång
från 160—1 600 mm/min.
Innerslipspindeln monteras på slipdockans baksida.
Slipskivan kan monteras på ena eller andra sidan av
dockan efter behag, vilket kan vara fördelaktigt vid
många arbeten. Start, stopp och vändning av bordet
kontrolleras med en enda spak.
Matningen kan inställas för enkel- eller dubbelsidig
matning samt är försedd med en stoppanordning som
kopplar ur matningen, då önskad diameter är
uppnådd. Vid handförflyttning kan matningen 4-dubblas.
Slipdockan är vridbar i två med varandra
parallella plan. Dockan är därjämte flyttbar på det övre
planet. Anordningen möjliggör slipning av branta
konor.
Fig. 8 visar maskinen inställd för hålslipning.
Jag vill begagna tillfället att i korthet omnämna
ytterligare några av Stals specialmaskiner, som
kunna vara av intresse.
En halvautomatsvarv för gevärspipor, axlar o. d.
visas på fig. 9. Arbetscykeln är följande: Ämnet
lägges i stödlagret och startknappen nedtryckes. Ett
elektriskt-hydrauliskt system sätter dubben under
oljetryck. Stödlagrets överfall fälles ned och låses.
Kylvattenpumpen och spindeln startar. Stålen, 3 till
antalet, matas in samt slädens längdmatning
tillkopplas. Då skäret gått ut drages stålen tillbaka och slä-
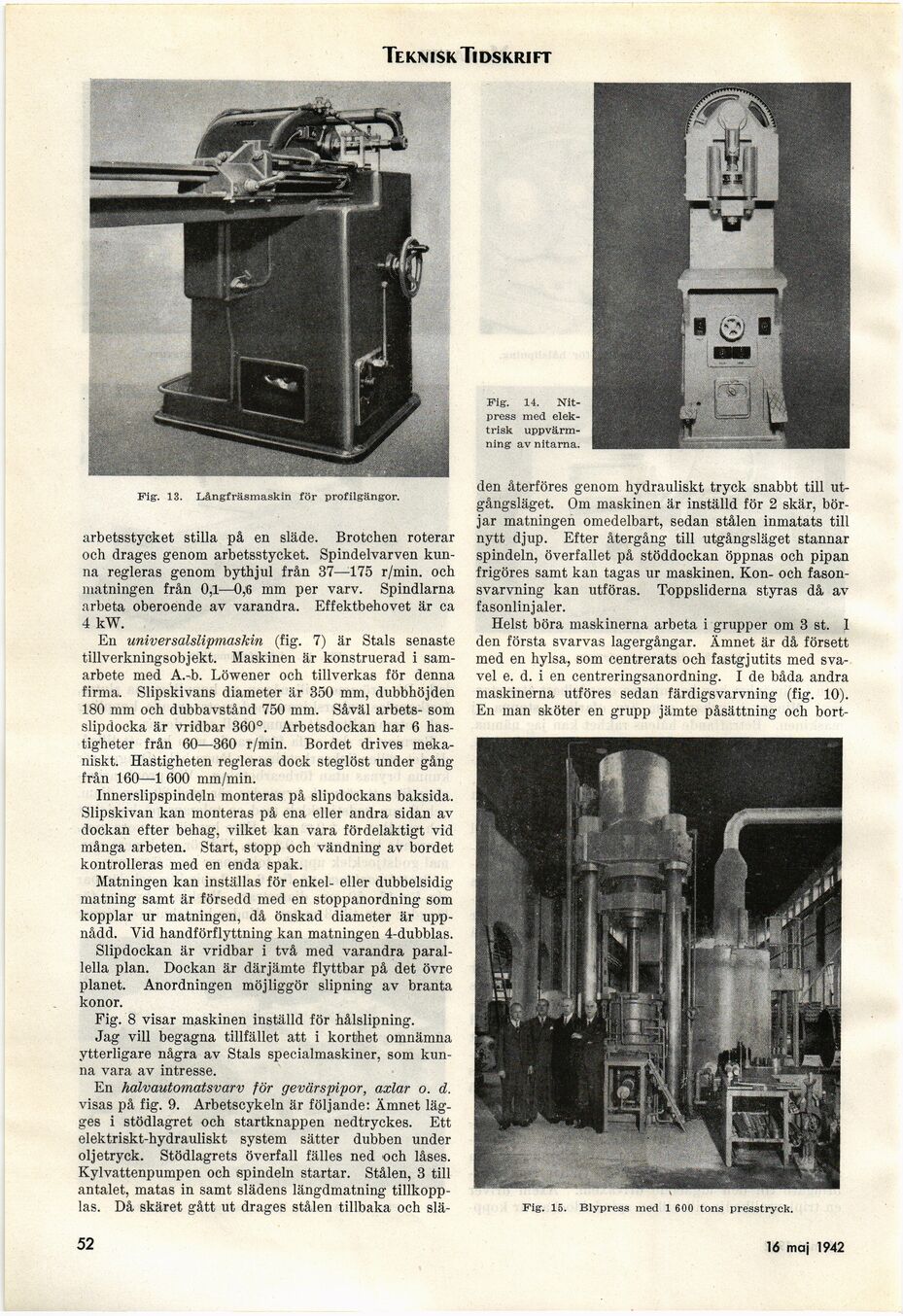
Fig. 14.
Nitpress med
elektrisk uppvärmning av nitarna.
den återföres genom hydrauliskt tryck snabbt till
utgångsläget. Om maskinen är inställd för 2 skär,
börjar matningen omedelbart, sedan stålen inmatats till
nytt djup. Efter återgång till utgångsläget stannar
spindeln, överfallet på stöddockan öppnas och pipan
frigöres samt kan tagas ur maskinen. Kon- och
fason-svarvning kan utföras. Toppsliderna styras då av
fasonlinjaler.
Helst böra maskinerna arbeta i grupper om 3 st. I
den första svarvas lagergångar. Ämnet är då försett
med en hylsa, som centrerats och fastgjutits med
svavel e. d. i en centreringsanordning. I de båda andra
maskinerna utföres sedan färdigsvarvning (fig. 10).
En man sköter en grupp jämte påsättning och bort-
Fig. 15. Blypress med 1 600 tons presstryck.
52
16 maj 1942
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}