
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
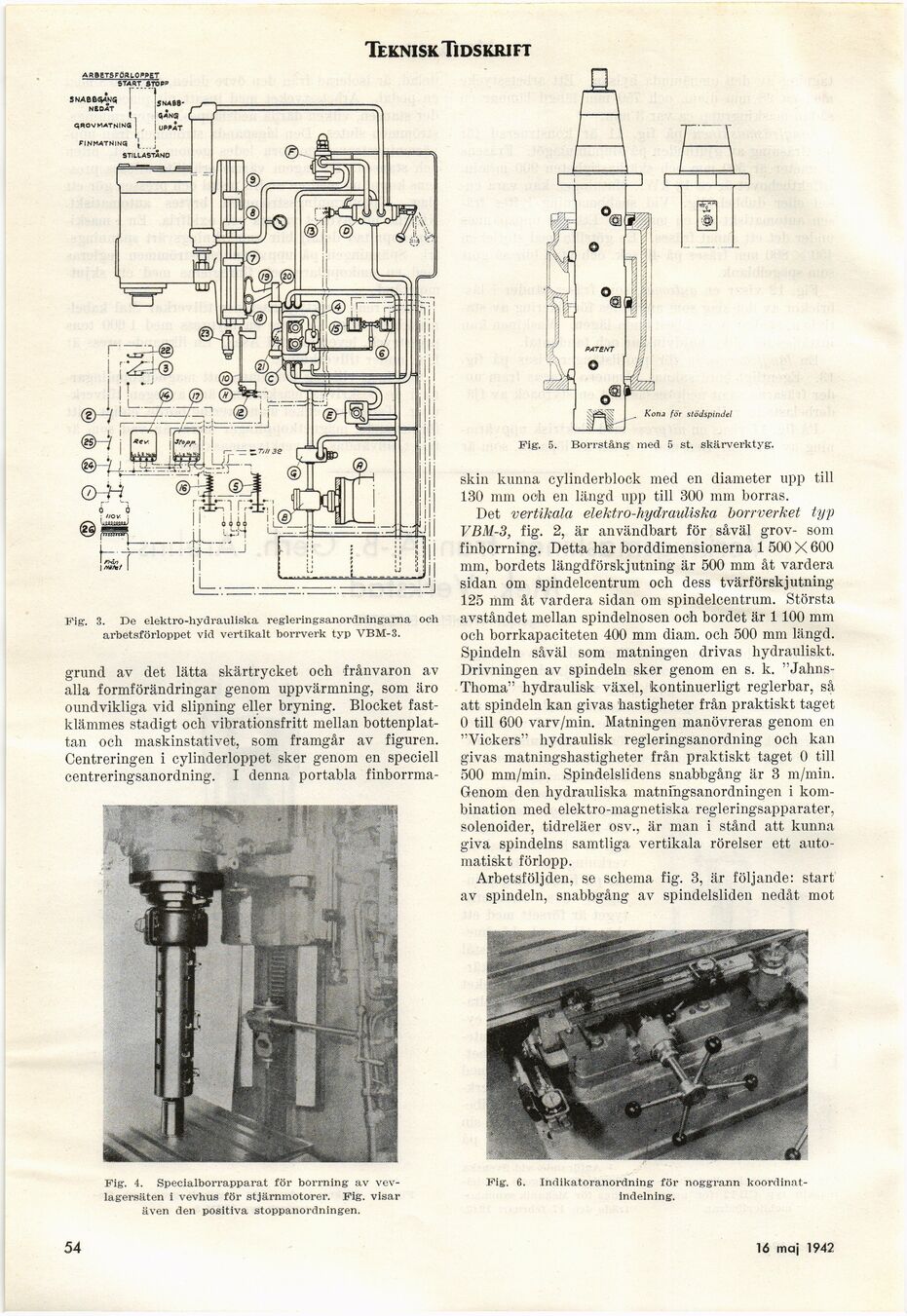
Fig. 3. De elektro-hydrauliska regleringsanordningarna och
arbetsförloppet vid vertikalt borrverk typ VBM-3.
grund av det lätta skärtrycket och frånvaron av
alla formförändringar genom uppvärmning, som äro
oundvikliga vid slipning eller bryning. Blocket
fast-klämmes stadigt och vibrationsfritt mellan
bottenplattan och maskinstativet, som framgår av figuren.
Centreringen i cylinderloppet sker genom en speciell
centreringsanordning. I denna portabla finborrma-
Fig. 4. Specialborrapparat för borrning av
vev-lagersäten i vevhus för stjärnmotorer. Fig. visar
även den positiva stoppanordningen.
Fig. 5. Borrstång med 5 st. skärverktyg.
skin kunna cylinderblock med en diameter upp till
130 nnn och en längd upp till 300 mm borras.
Det vertikala elektro-hydrauliska borrverket typ
VBM-3, fig. 2, är användbart för såväl grov- som
finborrning. Detta har borddimensionerna 1 500 X 600
mm, bordets längdförskjutning är 500 mm åt vardera
sidan om spindelcentrum och dess tvärförskjutning
125 mm åt vardera sidan om spindelcentrum. Största
avståndet mellan spindelnosen och bordet är 1100 mm
och borrkapaciteten 400 mm diam. och 500 mm längd.
Spindeln såväl som matningen drivas hydrauliskt.
Drivningen av spindeln sker genom en s. k.
"Jahns-Thoma" hydraulisk växel, kontinuerligt reglerbar, så
att spindeln kan givas hastigheter från praktiskt taget
0 till 600 varv/min. Matningen manövreras genom en
"Vickers" hydraulisk regleringsanordning och kan
givas matningshastigheter från praktiskt taget 0 till
500 mm/min. Spindelslidens snabbgång är 3 m/min.
Genom den hydrauliska matningsanordningen i
kombination med elektro-magnetiska regleringsapparater,
solenoider, tidreläer osv., är man i stånd att kunna
giva spindelns samtliga vertikala rörelser ett
automatiskt förlopp.
Arbetsföljden, se schema fig. 3, är följande: start
av spindeln, snabbgång av spindelsliden nedåt mot
Fig. 6. Indikatoranordning för noggrann
koordinat-indelning.
54
16 maj 1942
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}