
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
i drift än gassprutan. Som strömkälla kan
användas ett vanligt svetsaggregat. En nackdel är, att
den icke lämpar sig för sprutning av lättsmälta
metaller samt aluminium, som oxideras för starkt
i ljusbågen.
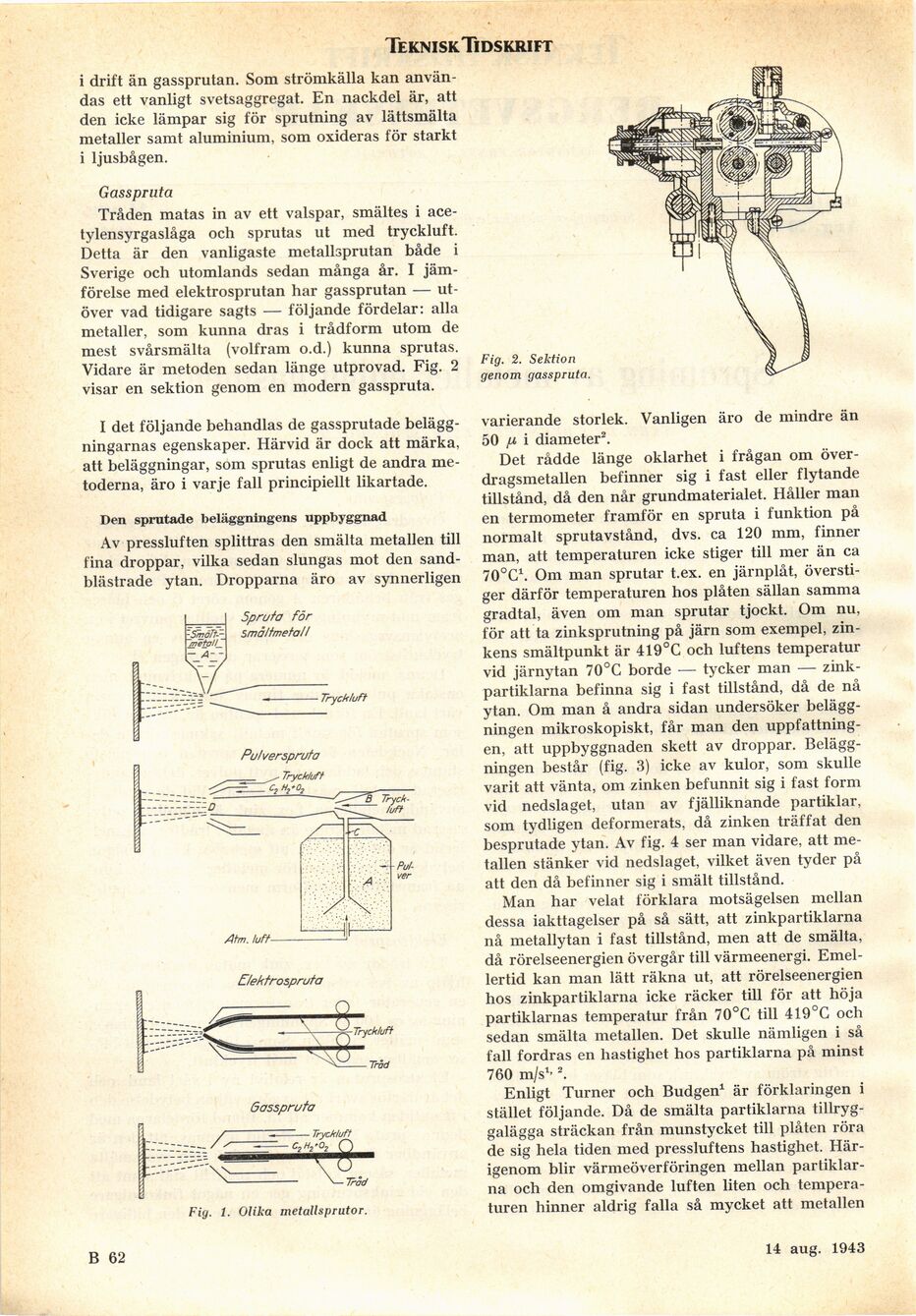
Gasspruta
Tråden matas in av ett valspar, smältes i
ace-tylensyrgaslåga och sprutas ut med tryckluft.
Detta är den vanligaste metallsprutan både i
Sverige och utomlands sedan många år. I
jämförelse med elektrosprutan har gassprutan —
utöver vad tidigare sagts — följande fördelar: alla
metaller, som kunna dras i trådform utom de
mest svårsmälta (volfram o.d.) kunna sprutas.
Vidare är metoden sedan länge utprovad. Fig. 2
visar en sektion genom en modern gasspruta.
Fig. 2. Sektion
genom gasspruta.
I det följande behandlas de gassprutade
beläggningarnas egenskaper. Härvid är dock att märka,
att beläggningar, som sprutas enligt de andra
metoderna, äro i varje fall principiellt likartade.
Den sprutade beläggningens uppbyggnad
Av pressluften splittras den smälta metallen till
fina droppar, vilka sedan slungas mot den
sand-blästrade ytan. Dropparna äro av synnerligen
Fig. 1. Olika metallsprutor.
varierande storlek. Vanligen äro de mindre än
50 n i diameter2.
Det rådde länge oklarhet i frågan om
överdragsmetallen befinner sig i fast eller flytande
tillstånd, då den når grundmaterialet. Håller man
en termometer framför en spruta i funktion på
normalt sprutavstånd, dvs. ca 120 mm, finner
man, att temperaturen icke stiger till mer än ca
70°C1. Om man sprutar t.ex. en järnplåt,
överstiger därför temperaturen hos plåten sällan samma
gradtal, även om man sprutar tjockt. Om nu,
för att ta zinksprutning på järn som exempel,
zinkens smältpunkt är 419°C och luftens temperatur
vid järnytan 70°C borde — tycker man —
zinkpartiklarna befinna sig i fast tillstånd, då de nå
ytan. Om man å andra sidan undersöker
beläggningen mikroskopiskt, får man den
uppfattningen, att uppbyggnaden skett av droppar.
Beläggningen består (fig. 3) icke av kulor, som skulle
varit att vänta, om zinken befunnit sig i fast form
vid nedslaget, utan av fjälliknande partiklar,
som tydligen deformerats, då zinken träffat den
besprutade ytan. Av fig. 4 ser man vidare, att
metallen stänker vid nedslaget, vilket även tyder på
att den då befinner sig i smält tillstånd.
Man har velat förklara motsägelsen mellan
dessa iakttagelser på så sätt, att zinkpartiklarna
nå metallytan i fast tillstånd, men att de smälta,
då rörelseenergien övergår till värmeenergi.
Emellertid kan man lätt räkna ut, att rörelseenergien
hos zinkpartiklarna icke räcker till för att höja
partiklarnas temperatur från 70°C till 419°C och
sedan smälta metallen. Det skulle nämligen i så
fall fordras en hastighet hos partiklarna på minst
760 m/s1-2.
Enligt Turner och Budgen1 är förklaringen i
stället följande. Då de smälta partiklarna
tillryggalägga sträckan från munstycket till plåten röra
de sig hela tiden med pressluftens hastighet.
Härigenom blir värmeöverföringen mellan
partiklarna och den omgivande luften liten och
temperaturen hinner aldrig falla så mycket att metallen
B 62
11 dec. 1943
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}