
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
bevakningsblad, fig. 8, som äro ordnade i ett
horisontalt kortsystem. Varje sådant blad upptager till
vänster detaljbeteckning och antalet delar på
tillverkningsordern. I regel upptagas på samma blad de
detaljer, som tillsammans bilda en funktionell enhet och
sålunda tillhöra en och samma hopsättningsorder. För
varje detalj markeras med en blyertslinje i en
tidsskala den tid inkl. liggetid, som beräknas åtgå för
varje operation. Längst upp till höger markeras den
tid då gruppen skall föreligga hopsatt och den tid
då med hänsyn härtill detaljerna måste vara färdiga.
De grova vertikala linjerna markera arbetsveckor,
vilka äro indelade i 40 arbetstimmar. Den marginal
av 20 procent, som härigenom erhålles, har visat sig
ungefärligen motsvara den liggetid, som erfordras
mellan operationerna. Samtliga till viss kundorder
hörande blad förvaras tillsammans i kortsystemet.
Då under arbetets gång en arbetsorder med
tillhörande ritning passerar genom bevakningsavdelningen,
avprickas den färdiga operationen genom att den
svarta blyertslinjen överstrykes med en rödpenna.
Härigenom erhålles en god översikt huru arbetet med
de olika detaljerna fortskrider. Då en viss kundorder
är aktuell, blir varje därtill hörande översiktskort
dagligen uppslaget för avprickning, och försenade
detaljer upptäckas genast, så att man kan ingripa i tid.
Uppenbarligen är detta bevakningsblad användbart
endast vid blandad tillverkning, då
tillverknings-satserna äro så små, att en följande operation ej
behöver igångsättas, förrän den föregående är avslutad.
Vid tillverkning i serie av ett större antal lika
detaljer. så att flera eller alla operationer måste pågå
samtidigt, bör detta bevakningsblad kompletteras
med ett annat, uppgjort för varje detalj och uppställt
så, att det möjliggör en samtidig övervakning av
samtliga operationer. En sådan bevakningsplan
framgår av fig. 9. På en rutad blankett införas längs
abskissan de olika operationernas relativa stycketid
och längs ordinatan dels antalet detaljer som skola
tillverkas och dels det tidsschema, som enligt planen
skall följas i tillverkningen. Detta tidsschema är
angivet såväl till höger som till vänster om
rutsyste-met men med en inbördes tidsförskjutning, som
svarar mot detaljernas genomloppstid i tillverkningen.
Mot varandra svarande tider äro förbundna med röda
linjer, på figuren visade som dubbellinjer, som man
skulle kunna kalla isokroner. För varje operation
utfylles planen i den mån detaljer färdigställas,
varigenom en klar bild erhålles, huru arbetet fortskrider.
Om vi exempelvis
undersöka läget den 1/8,
så finna vi, att
operation 3 av någon
anledning kommit efter, och
den följande
operationen har färdigställts till
samma antal. Denna
bevakningsplan har visat
sig vara av (stort värde
i bevakningen men
behöver givetvis endast
användas för sådana
större detaljer, som
tillverkas i större antal.
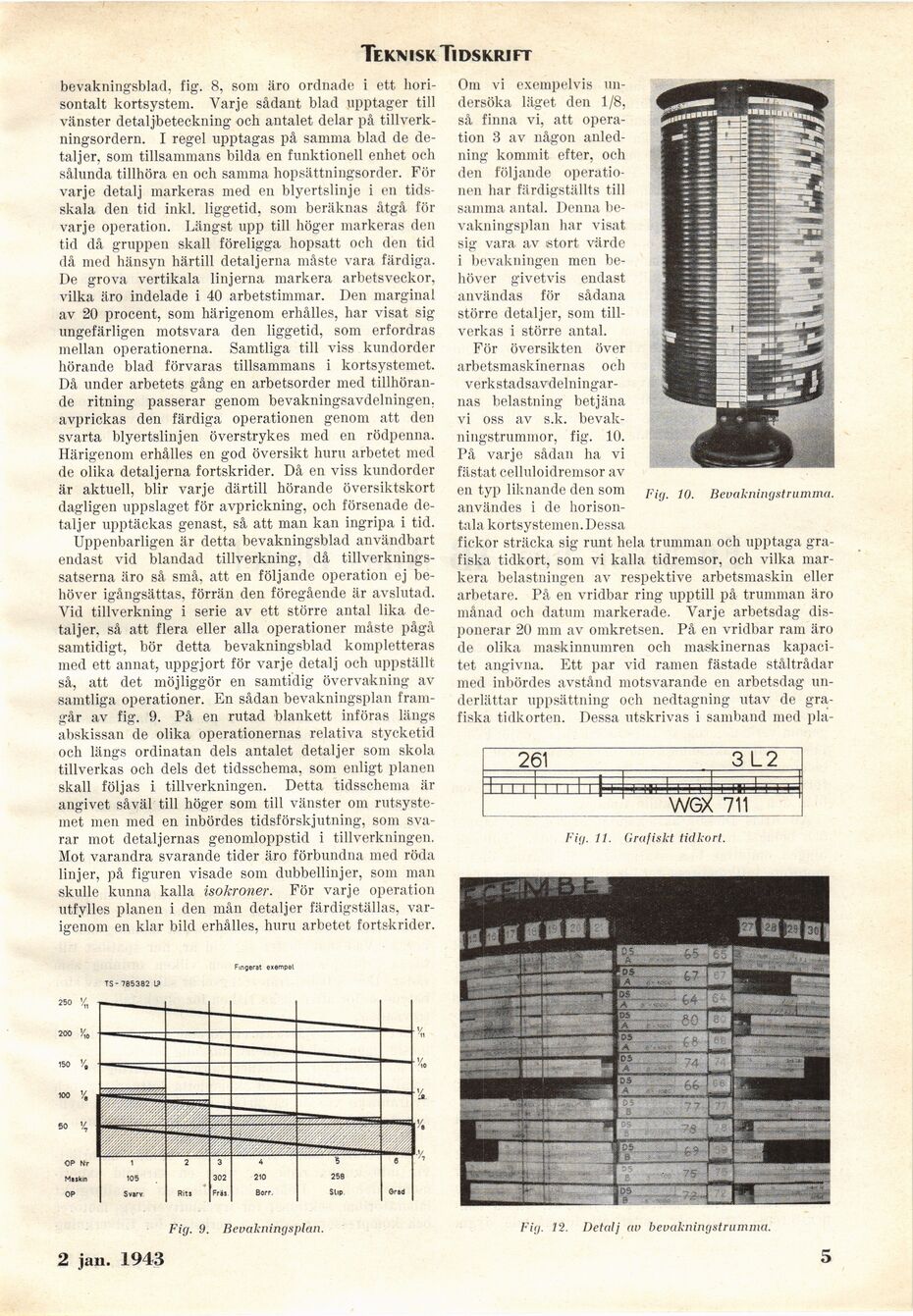
För översikten över
arbetsmaskinernas och [-verkstadsavdelningarnas-]
{+verkstadsavdelningar-
nas+} belastning betjäna
vi oss av s.k.
bevak-ningstrummor, fig. 10.
På varje sådan ha vi
fästat celluloidremsor av
en typ liknande den som
användes i de
horisontala kortsystemen. Dessa
fickor sträcka sig runt hela trumman och upptaga
grafiska tidkort, som vi kalla tidremsor, och vilka
markera belastningen av respektive arbetsmaskin eller
arbetare. På en vridbar ring upptill på trumman äro
månad och datum markerade. Varje arbetsdag
disponerar 20 mm av omkretsen. På en vridbar ram äro
de olika maskinnumren och maskinernas
kapacitet angivna. Ett par vid ramen fästade ståltrådar
med inbördes avstånd motsvarande en arbetsdag
underlättar uppsättning och nedtagning utav de
grafiska tidkorten. Dessa utskrivas i samband med pla-
Fig. 10. Bevakning st rumma.
Fi//. 11. Grafiskt tidkort.
Fig. 9. Bevakningsplan.
7 2 jan. 1943
Fig. 12. Detalj av bevakningstrumma.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}