
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
I Amerika har man i ASME:s normer för
ångpannor och tryckkärl, utkomna år 1937, fastställt,
att viktigare sådana skola spänningsglödgas för
att skänkas tillräckligt stor driftsäkerhet. Även
i Schweiz fordrar man spänningsglödgning för
svetsade kärl under tryck.
I Tyskland däremot ligger förhållandet något
annorlunda till. Reichhauptstelle fiir die
tech-nische überwachung har i sina bestämmelser av
1939 tydligt sagt ifrån, att svetsade ångpannor
måste normaliseras på sakkunnigt sätt.
Spänningsglödgning fick endast undantagsvis
förekomma, då man ansåg, att denna
värmebehandlings direkt spänningsavlägsnande funktioner icke
voro tillräckliga för att garantera full säkerhet.
Man krävde därför även en strukturutjämnande
behandling. Ären 1940 och 1941 släppte man
emellertid efter på detta krav och erkände en viss
likställighet mellan de båda
värmebehandlingsmetoderna, i det att man tillät, att upp till 50 mm tjock
plåt i svetsade kärl lika väl kunde
spänningsglödgas som normaliseras.
Lloyds Register of Shipping intar med sina år
1941 utkomna bestämmelser för svetsade
tryckkärl en viss mellanställning, i det att enligt dessa
vissa svetsade pannor skola värmebehandlas, men
de lämna frågan om vilken värmebehandling som
bör föredras öppen. Deras mening torde vara
den, att de olika lokala förhållandena böra
avgöra, vilken metod, som i varje särskilt fall är den
lämpligaste, och de överlåta alltså åt verkstäderna
att själva bestämma, om spänningsglödgning eller
normalisering skall företas.
Några svenska bestämmelser i detta avseende
finnas som redan nämnts icke i egentlig mening.
Det enda, som finnes i den vägen, är en punkt i
Socialstyrelsens ångpannebestämmelser av år
1941 (sida 5 A 3) där det framhålles, att svetsade
delar till pannor skola underkastas lämplig
värmebehandling eller annan spänningsutlösande
behandling i de fall, då så kan anses erforderligt.
Att märka är, att dessa bestämmelser även räkna
med icke termiska utlösningsmetoder.
Den nyssnämnda uppmjukningen av de tyska
bestämmelserna är resultatet av en ivrig strävan
från tillverkarhåll att få spänningsglödgningen
erkänd som fullvärdig kvalitetsförbättringsmetod,
åtmistone för de vanligaste tryckkärlen. Av de
uppgifter, som stå till buds, kan man sluta, att
vad som låg bakom den ursprungliga, stränga
bestämmelsen, var de erfarenheter man vunnit vid
vattengassvetsning av kärl under tryck, där
materialet i obehandlat tillstånd är tämligen sprött
men efter normalisering blir segt och gott. Då
man utarbetade föreskrifterna hade man icke
tillräckligt stor erfarenhet av smältsvetsade kärl
under tryck och deras egenskaper utan rättade sig
helt efter de resultat, som vattengassvetsningen
gav, ehuru man kanske kände, att lättnader varit
på sin plats. Man visste nämligen icke hur långt
A 6 ’6 20
Chargenki
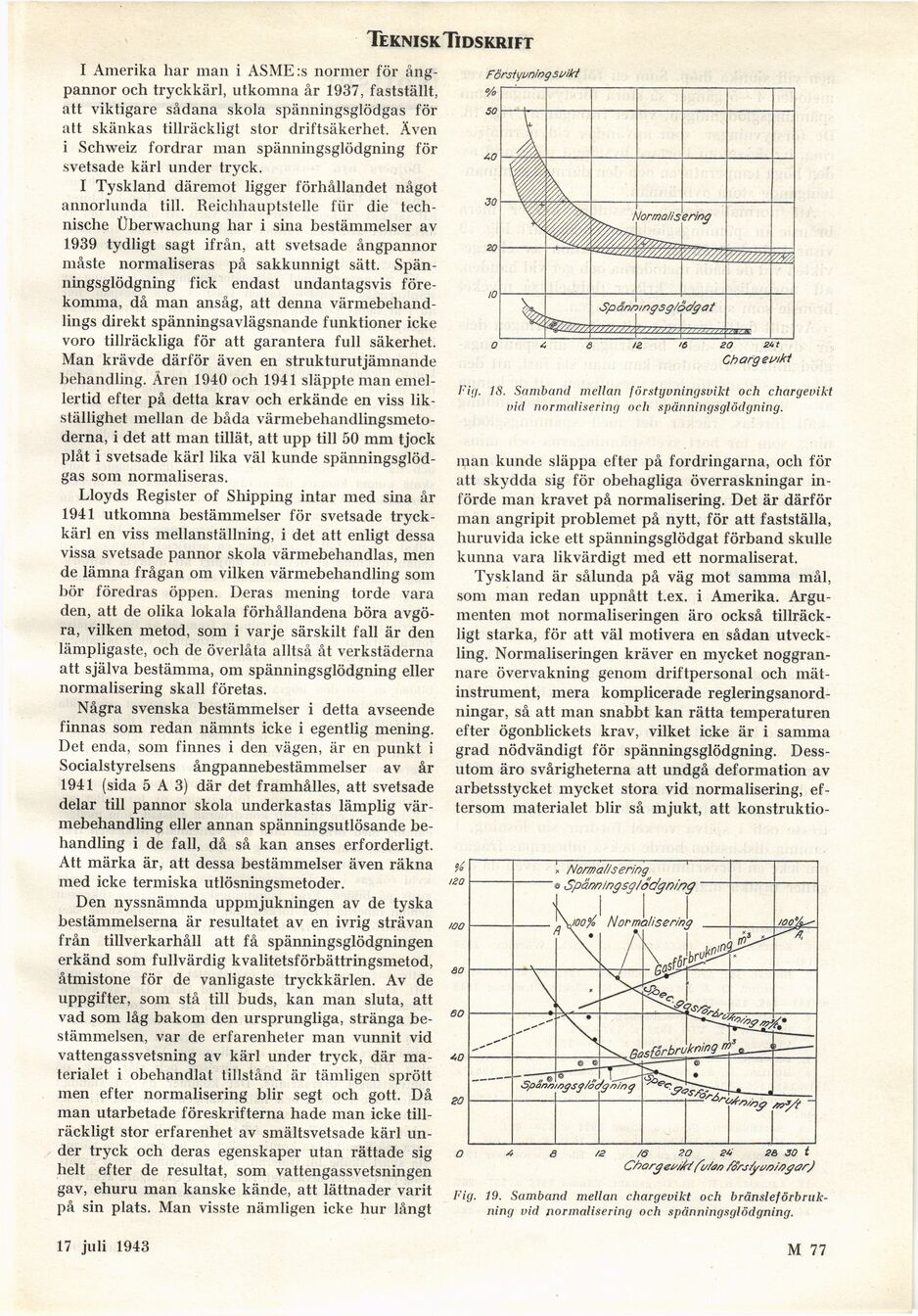
Fig. 18. Samband mellan förstyvningsvikt och chargevikt
vid normalisering och spänningsglödgning.
man kunde släppa efter på fordringarna, och för
att skydda sig för obehagliga överraskningar
införde man kravet på normalisering. Det är därför
man angripit problemet på nytt, för att fastställa,
huruvida icke ett spänningsglödgat förband skulle
kunna vara likvärdigt med ett normaliserat.
Tyskland är sålunda på väg mot samma mål,
som man redan uppnått t.ex. i Amerika.
Argumenten mot normaliseringen äro också
tillräckligt starka, för att väl motivera en sådan
utveckling. Normaliseringen kräver en mycket
noggrannare övervakning genom driftpersonal och
mätinstrument, mera komplicerade
regleringsanordningar, så att man snabbt kan rätta temperaturen
efter ögonblickets krav, vilket icke är i samma
grad nödvändigt för spänningsglödgning.
Dessutom äro svårigheterna att undgå deformation av
arbetsstycket mycket stora vid normalisering,
eftersom materialet blir så mjukt, att konstruktio-
O AG /2 /G 20 S& 30 t
C/iorgevMfr/an forj/yvn/øgarJ
Fig. 19. Samband mellan chargevikt och
bränsleförbrukning vid normalisering och spänningsglödgning.
19 juni 1943
M 77
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}