
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
Varvet hade en gemensam verktygsavdelning med
alla verktyg i lager. Till denna hörde en mindre
verkstad för underhåll av verktyg och tillverkning av
sådana verktyg, som man ej kunde eller ansåg lämpligt
att köpa utifrån.
I skeppsbyggeriets utrustning ingingo tre
svetsauto-mater av holländsk tillverkning för belagda
standardelektroder. Av dessa användes en på bäddarna för
svetsning av fartygsbotten, tanktak och däck.
Beträffande hålpressning kontra borrning ansåg man
här, liksom på tidigare behandlade varv, paketborrning
av fyra plåtar vara billigare än pressning.
Transporter
Transporterna från plåt- och profilverkstäderna ut
till bäddarna samt runt bäddarnas övre ända från ena
sidan av varvet till den andra ske med vagnar och ett
mindre lok längs ett spår enligt varvsplanen.
Transporten inom lagret och från detta till plåtslageriet sker
medelst en bockkran, som når över hela lagret. Denna krän
avlämnar plåten i plåtslageriets nedre ända, där
upp-märkning sker. Bearbetningen av plåtarna sker sedan
i stort sett flytande i riktning mot bäddarnas överända,
där halvfabrikatet upplägges i vertikala fack längs den
närmaste bädden, såvida det ej genast monteras. På
motsvarande sätt sker bearbetningen av profilerna, ehuru
dessa på grund av utrymmesskäl måste vandra först
i ena riktningen från lagret genom verkstaden och
därefter tillbaka lika långt för att komma till
halvfabrikatlagret vid bäddarna. I plåtslageriet är takhöjden så
liten, att en vanlig travers ej kunnat anbringas, utan
man betjänar sig av en roterande krän, vars vertikala
axel löper i ett enkelt spår längs verkstadens mittlinje
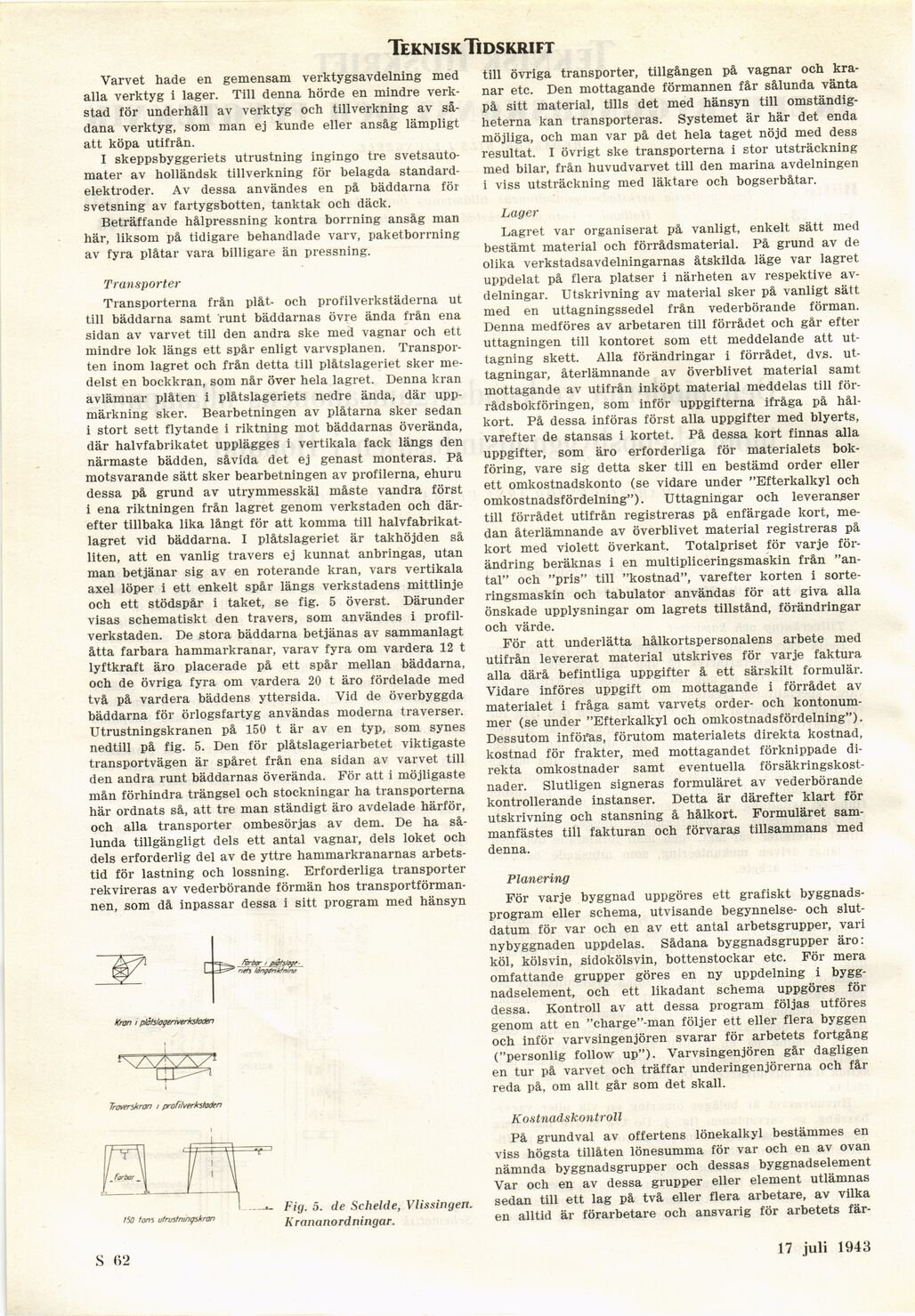
och ett stödspår i taket, se fig. 5 överst. Därunder
visas schematiskt den travers, som användes i
profilverkstaden. De stora bäddarna betjänas av sammanlagt
åtta farbara hammarkranar, varav fyra om vardera 12 t
lyftkraft äro placerade på ett spår mellan bäddarna,
och de övriga fyra om vardera 20 t äro fördelade med
två på vardera bäddens yttersida. Vid de överbyggda
bäddarna för örlogsfartyg användas moderna traverser.
Utrustningskranen på 150 t är av en typ, som synes
nedtill på fig. 5. Den för plåtslageriarbetet viktigaste
transportvägen är spåret från ena sidan av varvet till
den andra runt bäddarnas överända. För att i möjligaste
mån förhindra trängsel och stockningar ha transporterna
här ordnats så, att tre man ständigt äro avdelade härför,
och alla transporter ombesörjas av dem. De ha
sålunda tillgängligt dels ett antal vagnar, dels loket och
dels erforderlig del av de yttre hammarkranarnas
arbetstid för lastning och lossning. Erforderliga transporter
rekvireras av vederbörande förmän hos
transportförmannen, som då inpassar dessa i sitt program med hänsyn
Fig. 5. de Schelde, Vlissingen.
Krananordningar.
till övriga transporter, tillgången på vagnar och
kranar etc. Den mottagande förmannen får sålunda vänta
på sitt material, tills det med hänsyn till
omständigheterna kan transporteras. Systemet är här det enda
möjliga, och man var på det hela taget nöjd med dess
resultat. I övrigt ske transporterna i stor utsträckning
med bilar, från huvudvarvet till den marina avdelningen
i viss utsträckning med läktare och bogserbåtar.
Lager
Lagret var organiserat på vanligt, enkelt sätt med
bestämt material och förrådsmaterial. På grund av de
olika verkstadsavdelningarnas åtskilda läge var lagret
uppdelat på flera platser i närheten av respektive
avdelningar. Utskrivning av material sker på vanligt sätt
med en uttagningssedel från vederbörande förman.
Denna medföres av arbetaren till förrådet och går efter
uttagningen till kontoret som ett meddelande att
uttagning skett. Alla förändringar i förrådet, dvs.
ut-tagningar, återlämnande av överblivet material samt
mottagande av utifrån inköpt material meddelas till
förrådsbokföringen, som inför uppgifterna ifråga på
hålkort. På dessa införas först alla uppgifter med blyerts,
varefter de stansas i kortet. På dessa kort finnas alla
uppgifter, som äro erforderliga för materialets
bokföring, vare sig detta sker till en bestämd order eller
ett omkostnadskonto (se vidare under "Efterkalkyl och
omkostnadsfördelning"). Uttagningar och leveranser
till förrådet utifrån registreras på enfärgade lcort,
medan återlämnande av överblivet material registreras på
kort med violett överkant. Totalpriset för varje
förändring beräknas i en multipliceringsmaskin från
"antal" och "pris" till "kostnad", varefter korten i
sorteringsmaskin och tabulator användas för att giva alla
önskade upplysningar om lagrets tillstånd, förändringar
och värde.
FÖr att underlätta hålkortspersonalens arbete med
utifrån levererat material utskrives för varje faktura
alla därå befintliga uppgifter å ett särskilt formulär.
Vidare införes uppgift om mottagande i förrådet av
materialet i fråga samt varvets order- och
kontonummer (se under "Efterkalkyl och omkostnadsfördelning").
Dessutom inföfas, förutom materialets direkta kostnad,
kostnad för frakter, med mottagandet förknippade
direkta omkostnader samt eventuella
försäkringskostnader. Slutligen signeras formuläret av vederbörande
kontrollerande instanser. Detta är därefter klart för
utskrivning och stansning å hålkort. Formuläret
sam-manfästes till fakturan och förvaras tillsammans med
denna.
Planering
För varje byggnad uppgöres ett grafiskt
byggnadsprogram eller schema, utvisande begynnelse- och
slutdatum för var och en av ett antal arbetsgrupper, vari
nybyggnaden uppdelas. Sådana byggnadsgrupper äro:
köl, kölsvin, sidokölsvin, bottenstockar etc. För mera
omfattande grupper göres en ny uppdelning i
byggnadselement, och ett likadant schema uppgöres för
dessa. Kontroll av att dessa program följas utföres
genom att en "charge"-man följer ett eller flera byggen
och inför varvsingenjören svarar för arbetets fortgång
("personlig follow up"). Varvsingenjören går dagligen
en tur på varvet och träffar underingenjörerna och får
reda på, om allt går som det skall.
Kostnadskontroll
På grundval av offertens lönekalkyl bestämmes en
viss högsta tillåten lönesumma för var och en av ovan
nämnda byggnadsgrupper och dessas byggnadselement
Var och en av dessa grupper eller element utlämnas
sedan till ett lag på två eller flera arbetare, av vilka
en alltid är förarbetare och ansvarig för arbetets fär-
S 62
16 okt. 1943
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}