
Full resolution (JPEG) - On this page / på denna sida - H. 17. 29 april 1944 - Pulvermetallurgi, av Karl Bonthron
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
522
TEKNIS K TIDSKRIFT
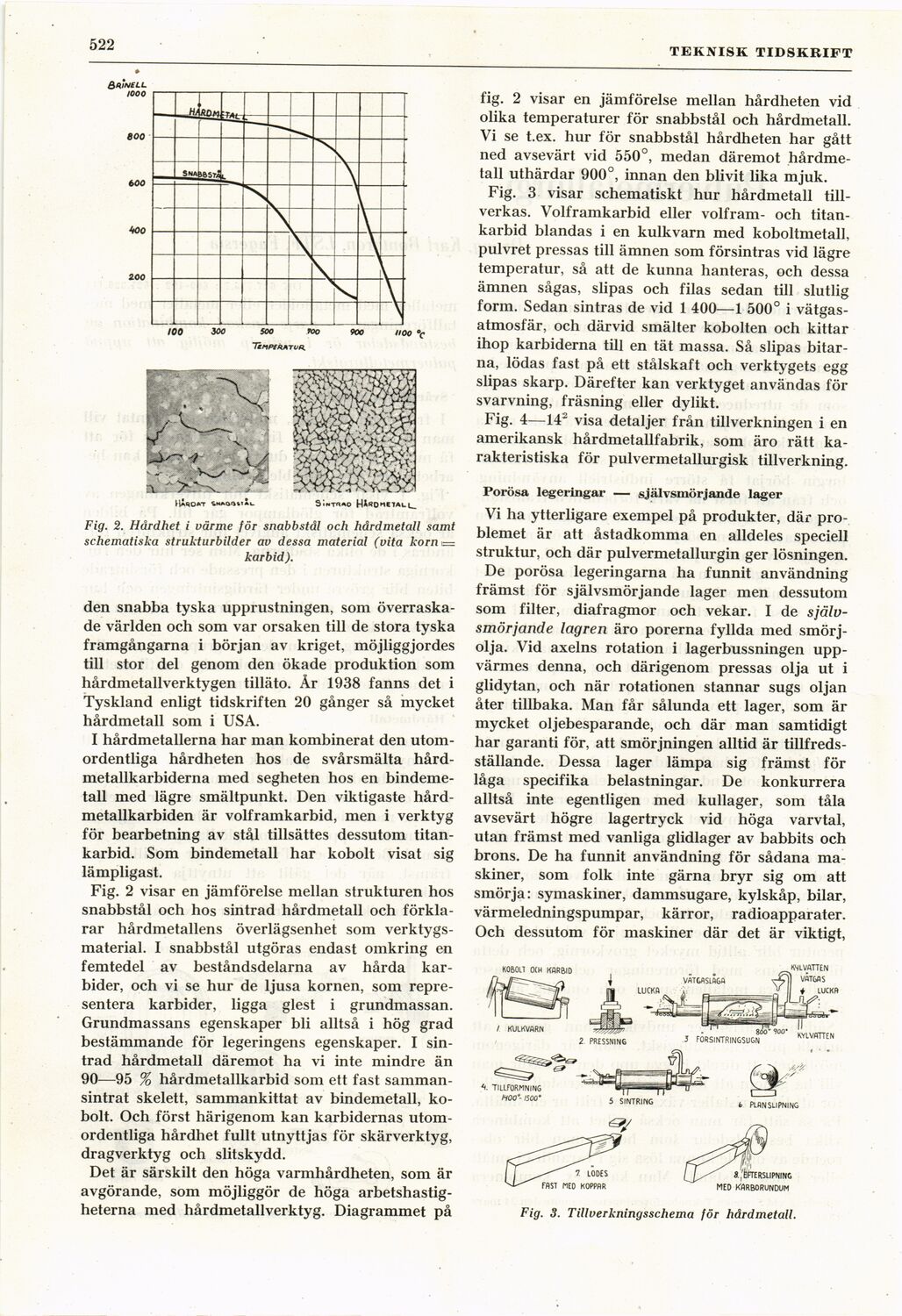
Fig. 2. Hårdhet i värme för snabbstål och hårdmetall samt
schematiska strukturbilder av dessa material (vita korn <=
karbid ).
den snabba tyska upprustningen, som
överraskade världen och som var orsaken till de stora tyska
framgångarna i början av kriget, möjliggjordes
till stor del genom den ökade produktion som
hårdmetallverktygen tilläto. År 1938 fanns det i
Tyskland enligt tidskriften 20 gånger så mycket
hårdmetall som i USA.
I hårdmetallerna har man kombinerat den
utomordentliga hårdheten hos de svårsmälta
hård-metallkarbiderna med segheten hos en
bindemetall med lägre smältpunkt. Den viktigaste
hård-metallkarbiden är volframkarbid, men i verktyg
för bearbetning av stål tillsättes dessutom
titan-karbid. Som bindemetall har kobolt visat sig
lämpligast.
Fig. 2 visar en jämförelse mellan strukturen hos
snabbstål och hos sintrad hårdmetall och
förklarar hårdmetallens överlägsenhet som
verktygsmaterial. I snabbstål utgöras endast omkring en
femtedel av beståndsdelarna av hårda
karbider, och vi se hur de ljusa kornen, som
representera karbider, ligga glest i grundmassan.
Grundmassans egenskaper bli alltså i hög grad
bestämmande för legeringens egenskaper. I
sintrad hårdmetall däremot ha vi inte mindre än
90—95 % hårdmetallkarbid som ett fast
samman-sintrat skelett, sammankittat av bindemetall,
kobolt. Och först härigenom kan karbidernas
utomordentliga hårdhet fullt utnyttjas för skärverktyg,
dragverktyg och slitskydd.
Det är särskilt den höga varmhårdheten, som är
avgörande, som möjliggör de höga
arbetshastig-heterna med hårdmetallverktyg. Diagrammet på
fig. 2 visar en jämförelse mellan hårdheten vid
olika temperaturer för snabbstål och hårdmetall.
Vi se t.ex. hur för snabbstål hårdheten har gått
ned avsevärt vid 550°, medan däremot
hårdmetall uthärdar 900°, innan den blivit lika mjuk.
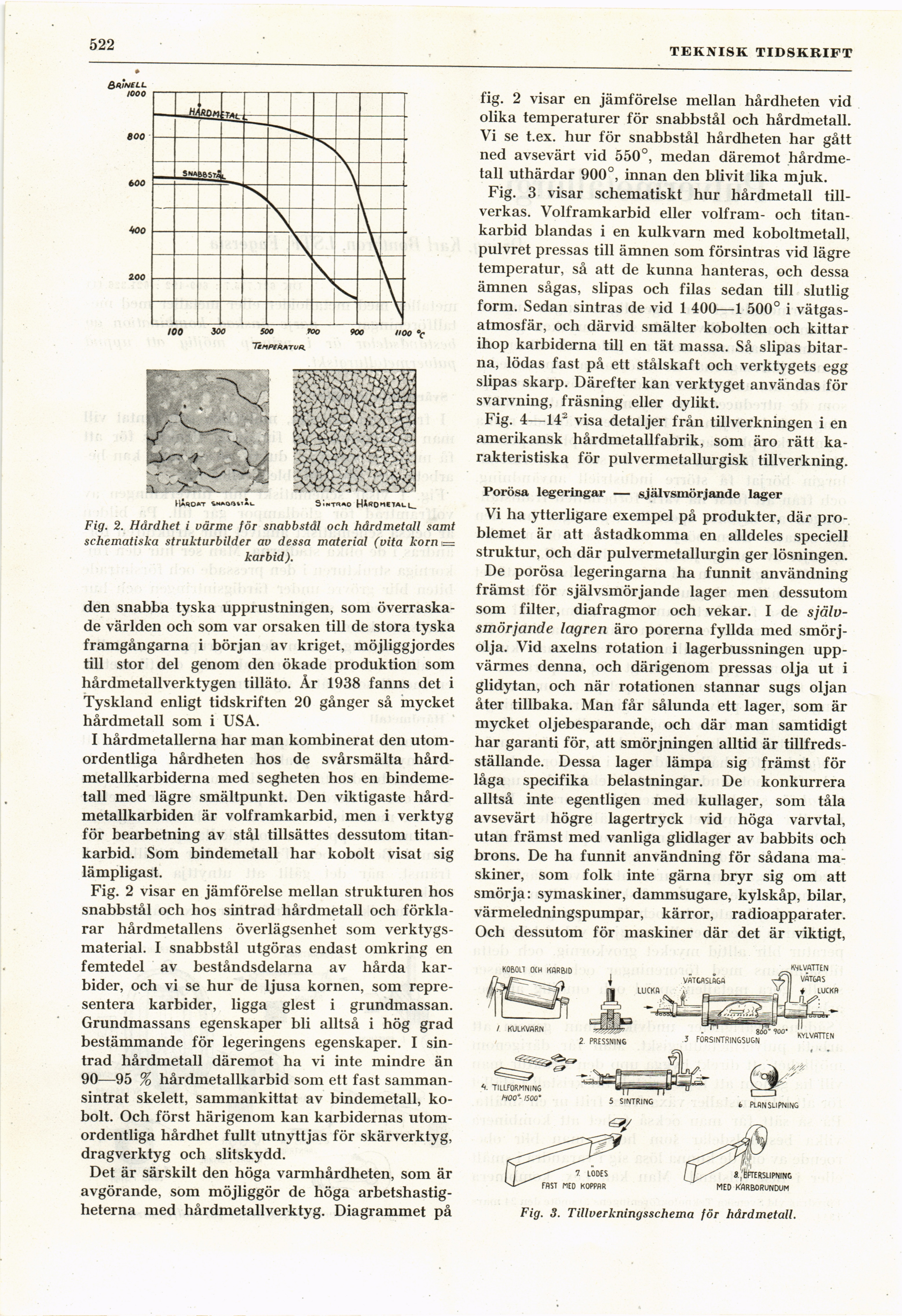
Fig. 3 visar schematiskt hur hårdmetall
tillverkas. Volf ramkarbid eller volfram- och
titan-karbid blandas i en kulkvarn med koboltmetall,
pulvret pressas till ämnen som försintras vid lägre
temperatur, så att de kunna hanteras, och dessa
ämnen sågas, slipas och filas sedan till slutlig
form. Sedan sintras de vid 1 400—1 500° i
vätgas-atmosfär, och därvid smälter kobolten och kittar
ihop karbiderna till en tät massa. Så slipas
bitarna, lödas fast på ett stålskaft och verktygets egg
slipas skarp. Därefter kan verktyget användas för
svarvning, fräsning eller dylikt.
Fig. 4—14" visa detaljer från tillverkningen i en
amerikansk hårdmetallfabrik, som äro rätt
karakteristiska för pulvermetallurgisk tillverkning.
Porösa legeringar — självsmörjande lager
Vi ha ytterligare exempel på produkter, där
problemet är att åstadkomma en alldeles speciell
struktur, och där pulvermetallurgin ger lösningen.
De porösa legeringarna ha funnit användning
främst för självsmörjande lager men dessutom
som filter, diafragmor och vekar. I de
självsmörjande lagren äro porerna fyllda med
smörjolja. Vid axelns rotation i lagerbussningen
uppvärmes denna, och därigenom pressas olja ut i
glidytan, och när rotationen stannar sugs oljan
åter tillbaka. Man får sålunda ett lager, som är
mycket oljebesparande, och där man samtidigt
har garanti för, att smörjningen alltid är
tillfredsställande. Dessa lager lämpa sig främst för
låga specifika belastningar. De konkurrera
alltså inte egentligen med kullager, som tåla
avsevärt högre lagertryck vid höga varvtal,
utan främst med vanliga glidlager av babbits och
brons. De ha funnit användning för sådana
maskiner, som folk inte gärna bryr sig om att
smörja: symaskiner, dammsugare, kylskåp, bilar,
värmeledningspumpar, kärror, radioapparater.
Och dessutom för maskiner där det är viktigt,
Fig. 3. Tillverkningsschema för hårdmetall.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}