
Full resolution (JPEG) - On this page / på denna sida - H. 3. 20 januari 1945 - Nya rön om skruvgängors utmattningshållfasthet, av Leif Reich
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
27 januari 1945
67
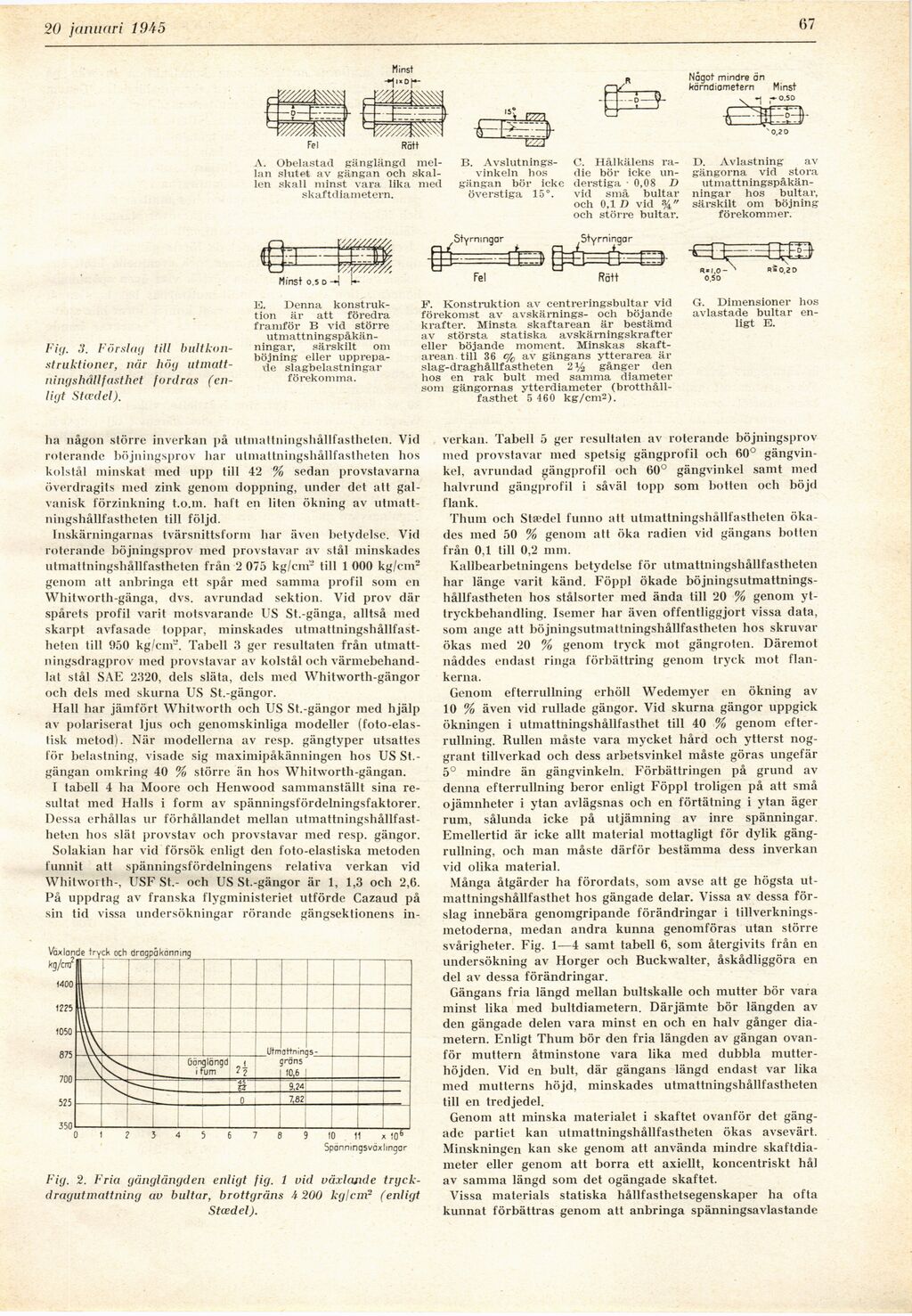
Fig. 3. Förslag till
bultkon-struktioner, när hög
utmattningshållfasthet fordras
(enligt Stædel).
Något mindre ön
kärndiametern Minst
Rätt
A. Obelastad gänglängd
mellan slutet av gängan och
skallen skall minst vara lika med
skaftdiametern.
10, Denna
konstruktion är att föredra
framför B vid större
[-utmattningspåkän-ningar,-]
{+utmattningspåkän-
ningar,+} särskilt om
böjning eller
upprepade slagbelastningar
förekomma.
ËSr
B.
Avslutningsvinkeln hos
gängan bör ickc
överstiga 15°.
D. Avlastning av
gängorna vid stora [-utmattningspåkän-ningar-]
{+utmattningspåkän-
ningar+} hos bultai-,
särskilt om böjning
förekommer.
F. Konstruktion av centreringsbultar vid
förekomst av avskärnings- och böjande
krafter. Minsta skaftarean är bestämd
av största statiska avskärningskrafter
eller böjande moment. Minskas
skaft-ai-ean till 36 c/c av gängans ytterarea är
slag-draghållfastheten 2% gånger den
hos en rak bult med samma diameter
som gängornas ytterdiameter
(brotthållfasthet 5 460 kg/cm2).
G. Dimensioner hos
avlastade bultar
enligt E.
lia någon större inverkan på utmattningshållfastheten. Vid
roterande böjningsprov har utmattningshållfastheten hos
kolstål minskat med upp till 42 % sedan provstavarna
överdragits med zink genom doppning, under det att
galvanisk förzinkning t.o.m. haft en liten ökning av
utmattningshållfastheten till följd.
Inskärningarnas tvärsnittsform har även betydelse. Vid
roterande böjningsprov med provstavar av stål minskades
utmattningshållfastheten från 2 075 kg/cm- till 1 000 kg/cm2
genom att anbringa ett spår med samma profil som en
Whitworth-gänga, dvs. avrundad sektion. Vid prov där
spårets profil varit motsvarande US St.-gänga, alltså med
skarpt avfasade toppar, minskades
utmattningshållfast-lieten till 950 kg/cnr. Tabell 3 ger resultaten från
utmatt-ningsdragprov med provstavar av kolstål och
värmebehand-lat stål SAE 2320, dels släta, dels med Whitworth-gängor
och dels med skurna US St.-gängor.
Hall har jämfört Whitworth och US St.-gängor med hjälp
av polariserat ljus och genomskinliga modeller
(foto-elas-lisk metod). När modellerna av resp. gängtyper utsattes
för belastning, visade sig maximipåkänningen hos US
St.-gängan omkring 40 % större än hos Whitworth-gängan.
I tabell 4 ha Moore och Henwood sammanställt sina
resultat med Halls i form av spänningsfördelningsfaktorer.
Dessa erhållas ur förhållandet mellan
utmattningshållfastheten hos slät provstav och provstavar med resp. gängor.
Solakian har vid försök enligt den foto-elastiska metoden
funnit att spänningsfördelningens relativa verkan vid
Whitworth-, USF St.- och US St.-gängor är 1, 1,3 och 2,6.
På uppdrag av franska flygministeriet utförde Cazaud på
sin tid vissa undersökningar rörande gängsektionens in-
Fig. 2. Fria gänglängden enligt fig. 1 vid växlande
trijck-dragutmattning av bultar, brottgräns A 200 kg/cm2 (enligt
Stædel).
verkan. Tabell 5 ger resultaten av roterande böjningsprov
med provstavar med spetsig gängprofil och 60°
gängvinkel, avrundad gängprofil och 60° gängvinkel samt med
halvrund gängprofil i såväl topp som botten och böjd
flank.
Thum och Stædel funno att utmattningshållfastheten
ökades med 50 % genom att öka radien vid gängans botten
från 0,1 till 0,2 mm.
Kallbearbetningens betydelse för ulmattningshållfastheten
har länge varit känd. Föppl ökade
böjningsutmattnings-hållfastheten hos stålsorter med ända till 20 % genom
yttryckbehandling. Isemer har även offentliggjort vissa data,
som ånge att böjningsutmattningshållfastheten hos skruvar
ökas med 20 % genom tryck mot gängroten. Däremot
nåddes endast ringa förbättring genom tryck mot
flankerna.
Genom efterrullning erhöll Wedemyer en ökning av
10 % även vid rullade gängor. Vid skurna gängor uppgick
ökningen i utmattningshållfasthet till 40 % genom
efterrullning. Rullen måste vara mycket hård och ytterst
noggrant tillverkad och dess arbetsvinkel måste göras ungefär
5° mindre än gängvinkeln. Förbättringen på grund av
denna efterrullning beror enligt Föppl troligen på att små
ojämnheter i ytan avlägsnas och en förtätning i ytan äger
rum, sålunda icke på utjämning av inre spänningar.
Emellertid är icke allt material mottagligt för dylik
gängrullning, och man måste därför bestämma dess inverkan
vid olika material.
Många åtgärder ha förordats, som avse att ge högsta
utmattningshållfasthet hos gängade delar. Vissa av dessa
förslag innebära genomgripande förändringar i
tillverkningsmetoderna, medan andra kunna genomföras utan större
svårigheter. Fig. 1—4 samt tabell 6, som återgivits från en
undersökning av Horger och Buckwalter, åskådliggöra en
del av dessa förändringar.
Gängans fria längd mellan bultskalle och mutter bör vara
minst lika med bultdiametern. Därjämte bör längden av
den gängade delen vara minst en och en halv gånger
diametern. Enligt Thum bör den fria längden av gängan
ovanför muttern åtminstone vara lika med dubbla
mutterhöjden. Vid en bult, där gängans längd endast var lika
med mutterns höjd, minskades utmattningshållfastheten
till en tredjedel.
Genom att minska materialet i skaftet ovanför det
gängade partiet kan utmattningshållfastheten ökas avsevärt.
Minskningen kan ske genom att använda mindre
skaftdiameter eller genom att borra ett axiellt, koncentriskt hål
av samma längd som det ogängade skaftet.
Vissa materials statiska hållfasthetsegenskaper ha ofta
kunnat förbättras genom att anbringa spänningsavlastande
C. Hålkälens
radie bör icke
understiga 0,08 D
vid små bultar
och 0,1 D vid %"
och större bultar.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}