
Full resolution (JPEG) - On this page / på denna sida - H. 18. 5 maj 1945 - Fortlöpande kvalitetskontroll av bearbetade detaljer, av E A Backlund
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
510
TEKNISK TIDSKRIFT
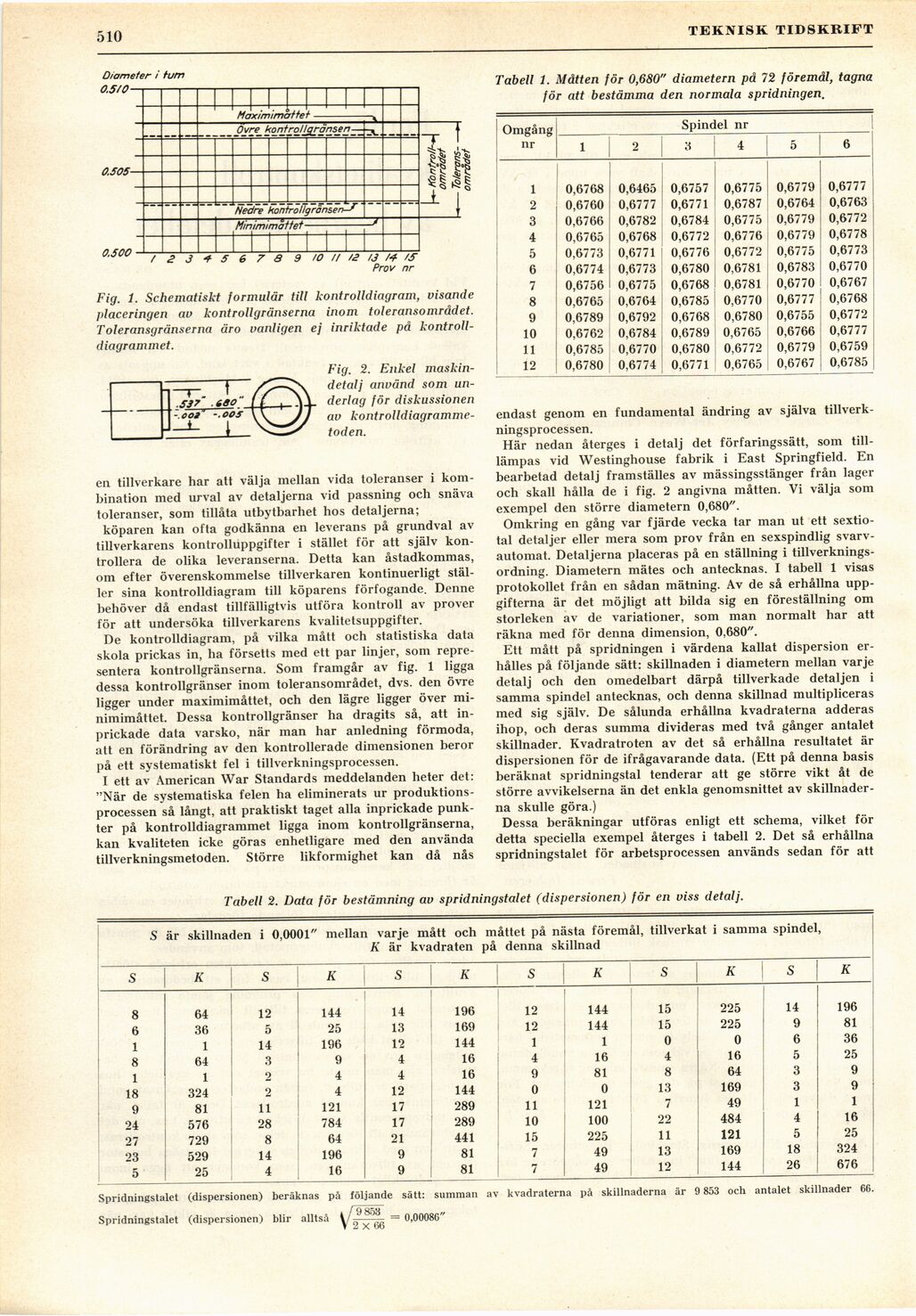
Fig. 1. Schematiskt formulär till kontrolldiagram, visande
placeringen av kontrollgränserna inom toleransområdet.
Toleransgränserna äro vanligen ej inriktade på
kontroll-diagrammet.
Fig. 2. Enkel
maskindetalj använd som
underlag för diskussionen
av
kontrolldiagramme-toden.
en tillverkare har att välja mellan vida toleranser i
kombination med urval av detaljerna vid passning och snäva
toleranser, som tillåta utbytbarhet hos detaljerna;
köparen kan ofta godkänna en leverans på grundval av
tillverkarens kontrolluppgifter i stället för att själv
kontrollera de olika leveranserna. Detta kan åstadkommas,
om efter överenskommelse tillverkaren kontinuerligt
ställer sina kontrolldiagram till köparens förfogande. Denne
behöver då endast tillfälligtvis utföra kontroll av prover
för att undersöka tillverkarens kvalitetsuppgifter.
De kontrolldiagram, på vilka mått och statistiska data
skola prickas in, ha försetts med ett par linjer, som
representera kontrollgränserna. Som framgår av fig. 1 ligga
dessa kontrollgränser inom toleransområdet, dvs. den övre
ligger under maximimåttet, och den lägre ligger över
minimimåttet. Dessa kontrollgränser ha dragits så, att
inprickade data varsko, när man har anledning förmoda,
att en förändring av den kontrollerade dimensionen beror
på ett systematiskt fel i tillverkningsprocessen.
I ett av American War Standards meddelanden heter det:
"När de systematiska felen ha eliminerats ur
produktionsprocessen så långt, att praktiskt taget alla inprickade
punkter på kontrolldiagrammet ligga inom kontrollgränserna,
kan kvaliteten icke göras enhetligare med den använda
tillverkningsmetoden. Större likformighet kan då nås
Tabell 1. Måtten för 0,680" diametern på 72 föremål, tagna
för att bestämma den normala spridningen.
Omgång nr Spindel nr
1 o 3 4 5 6
1 0,6768 0,6465 0,6757 0,6775 0,6779 0,6777
2 0,6760 0,6777 0,6771 0,6787 0,6764 0,6763
3 0,6766 0,6782 0,6784 0,6775 0,6779 0,6772
4 0,6765 0,6768 0,6772 0,6776 0,6779 0,6778
5 0,6773 0,6771 0,6776 0,6772 0,6775 0,6773
6 0,6774 0,6773 0,6780 0,6781 0,6783 0,6770
7 0,6756 0,6775 0,6768 0,6781 0,6770 0,6767
8 0,6765 0,6764 0,6785 0,6770 0,6777 0,6768
9 0,6789 0,6792 0,6768 0,6780 0,6755 0,6772
10 0,6762 0,6784 0,6789 0,6765 0,6766 0,6777
11 0,6785 0,6770 0,6780 0,6772 0,6779 0,6759
12 0,6780 0,6774 0,6771 0,6765 0,6767 0,6785
endast genom en fundamental ändring av själva
tillverkningsprocessen.
Här nedan återges i detalj det förfaringssätt, som
till-lämpas vid Westinghouse fabrik i East Springfield. En
bearbetad detalj framställes av mässingsstänger från lager
och skall hålla de i fig. 2 angivna måtten. Vi välja som
exempel den större diametern 0,680".
Omkring en gång var fjärde vecka tar man ut ett
sextiotal detaljer eller mera som prov från en sexspindlig
svarv-automat. Detaljerna placeras på en ställning i
tillverkningsordning. Diametern mätes och antecknas. I tabell 1 visas
protokollet från en sådan mätning. Av de så erhållna
uppgifterna är det möjligt att bilda sig en föreställning om
storleken av de variationer, som man normalt har att
räkna med för denna dimension, 0,680".
Ett mått på spridningen i värdena kallat dispersion
erhålles på följande sätt: skillnaden i diametern mellan varje
detalj och den omedelbart därpå tillverkade detaljen i
samma spindel antecknas, och denna skillnad multipliceras
med sig själv. De sålunda erhållna kvadraterna adderas
ihop, och deras summa divideras med två gånger antalet
skillnader. Kvadratroten av det så erhållna resultatet är
dispersionen för de ifrågavarande data. (Ett på denna basis
beräknat spridningstal tenderar att ge större vikt åt de
större avvikelserna än det enkla genomsnittet av
skillnaderna skulle göra.)
Dessa beräkningar utföras enligt ett schema, vilket för
detta speciella exempel återges i tabell 2. Det så erhållna
spridningstalet för arbetsprocessen används sedan för att
Tabell 2. Data för bestämning av spridningstalet (dispersionen) för en viss detalj.
S är skillnaden i 0,0001" mellan varje mått och måttet på nästa föremål, tillverkat i samma spindel,
K är kvadraten på denna skillnad
S K S K S K S K S K S K
8 64 12 144 14 196 12 144 15 225 14 196
6 36 5 25 13 169 12 144 15 225 9 81
1 1 14 196 12 144 1 1 0 o 6 36
8 64 3 9 4 16 4 16 4 16 5 25
1 1 2 4 4 16 9 81 8 64 3 9
18 324 2 4 12 144 0 0 13 169 3 9
9 81 11 121 17 289 11 121 7 49 1 1
24 576 28 784 17 289 10 100 22 484 4 16
27 729 8 64 21 441 15 225 11 121 5 25
23 529 14 196 9 81 7 49 13 169 18 324
5 25 4 16 9 81 7 49 12 144 26 676
Spridningstalet (dispersionen) beräknas på följande sätt: summan av kvadraterna på skillnaderna är 9 853 och antalet skillnader 66.
Spridningstalet (dispersionen) blir alltså V 9 853 = 0,00086"
V 2 X 66
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}