
Full resolution (JPEG) - On this page / på denna sida - H. 18. 5 maj 1945 - Fortlöpande kvalitetskontroll av bearbetade detaljer, av E A Backlund
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
5 maj 19A5
511
bestämma kontrollgränserna för periodiskt uttagna prover.
Detta framgår av tabell 3.
Dagligen tas med jämna mellanrum ut prover om
vardera sex detaljer, en från varje spindel på maskinen. Ett
sådant prov kontrolleras på så sätt, att vederbörande
dimension mätes, varpå måtten prickas in på
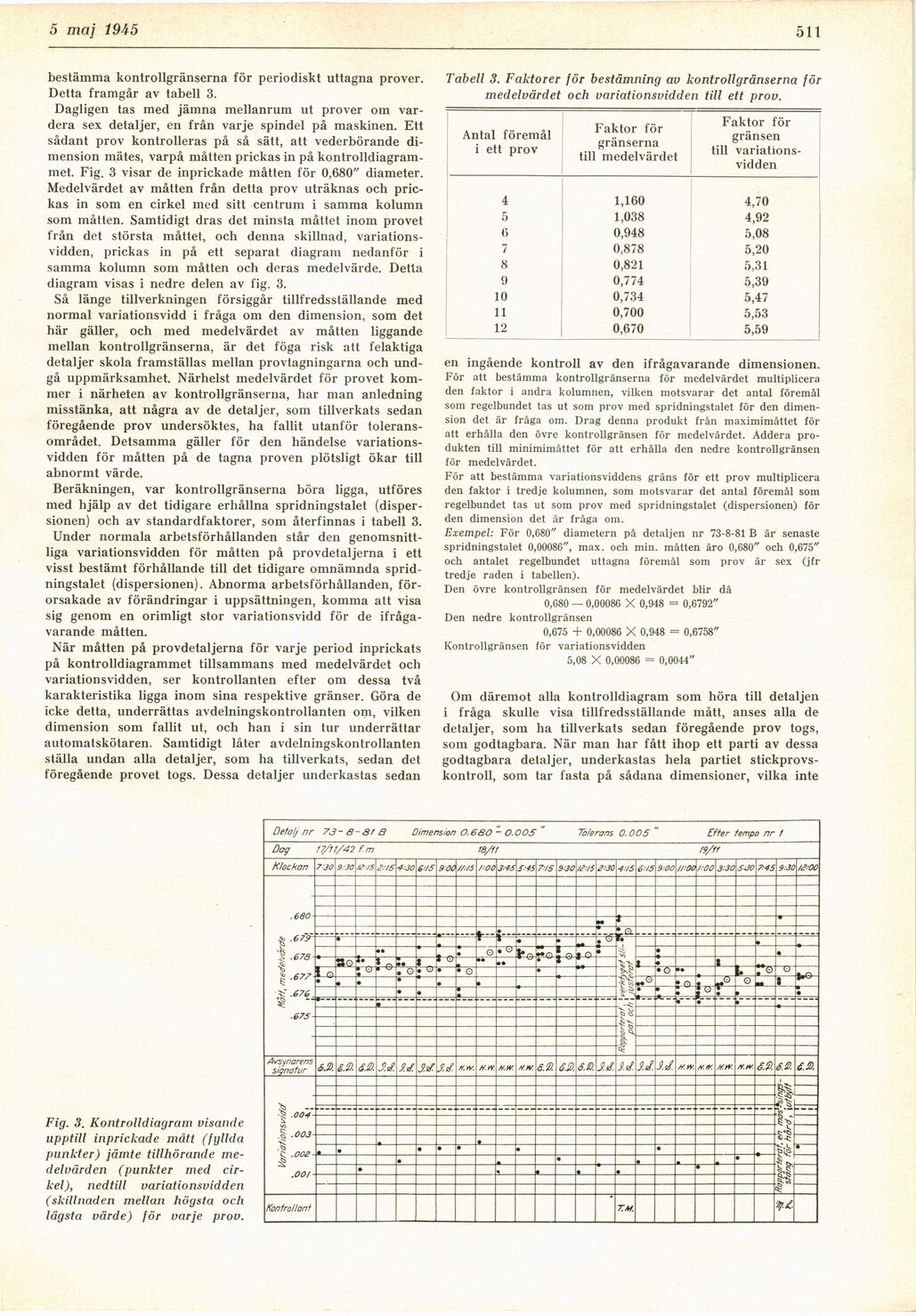
kontrolldiagrammet. Fig. 3 visar de inprickade måtten för 0,680" diameter.
Medelvärdet av måtten från detta prov uträknas och
prickas in som en cirkel med sitt centrum i samma kolumn
som måtten. Samtidigt dras det minsta måttet inom provet
från det största måttet, och denna skillnad,
variationsvidden, prickas in på ett separat diagram nedanför i
samma kolumn som måtten och deras medelvärde. Detla
diagram visas i nedre delen av fig. 3.
Så länge tillverkningen försiggår tillfredsställande med
normal variationsvidd i fråga om den dimension, som det
här gäller, och med medelvärdet av måtten liggande
mellan kontrollgränserna, är det föga risk att felaktiga
detaljer skola framställas mellan provtagningarna och
undgå uppmärksamhet. Närhelst medelvärdet för provet
kommer i närheten av kontrollgränserna, har man anledning
misstänka, att några av de detaljer, som tillverkats sedan
föregående prov undersöktes, ha fallit utanför
toleransområdet. Detsamma gäller för den händelse
variationsvidden för måtten på de tagna proven plötsligt ökar till
abnormt värde.
Beräkningen, var kontrollgränserna böra ligga, utföres
med hjälp av det tidigare erhållna spridningstalet
(dispersionen) och av standardfaktorer, som återfinnas i tabell 3.
Under normala arbetsförhållanden står den
genomsnittliga variationsvidden för måtten på provdetaljerna i ett
visst bestämt förhållande till det tidigare omnämnda
spridningstalet (dispersionen). Abnorma arbetsförhållanden,
förorsakade av förändringar i uppsättningen, komma att visa
sig genom en orimligt stor variationsvidd för de
ifrågavarande måtten.
När måtten på provdetaljerna för varje period inprickats
på kontrolldiagrammet tillsammans med medelvärdet och
variationsvidden, ser kontrollanten efter om dessa två
karakteristika ligga inom sina respektive gränser. Göra de
icke detta, underrättas avdelningskontrollanten om, vilken
dimension som fallit ut, och han i sin tur underrättar
automatskötaren. Samtidigt låter avdelningskontrollanten
ställa undan alla detaljer, som ha tillverkats, sedan det
föregående provet togs. Dessa detaljer underkastas sedan
Tabell 3. Faktorer för bestämning av kontrollgränserna för
medelvärdet och variationsvidden till ett prov.
Antal föremål i ett prov Faktor för gränserna till medelvärdet Faktor för gränsen till
variationsvidden
4 1,160 4,70
5 1,038 4,92
6 0,948 5,08
7 0,878 5,20
8 0,821 5,31
9 0,774 5,39
10 0,734 5,47
11 0,700 5,53
12 0,670 5,59
en ingående kontroll av den ifrågavarande dimensionen.
För att bestämma kontrollgränserna för medelvärdet multiplicera
den faktor i andra kolumnen, vilken motsvarar det antal föremål
som regelbundet tas ut som prov med spridningstalet för den
dimension det är fråga om. Drag denna produkt från maximimåttet för
att erhålla den övre kontrollgränsen för medelvärdet. Addera
produkten till minimimåttet för att erhålla den nedre kontrollgränsen
för medelvärdet.
För att bestämma variationsviddens gräns för ett prov multiplicera
den faktor i tredje kolumnen, som motsvarar det antal föremål som
regelbundet tas ut som prov med spridningstalet (dispersionen) för
den dimension det är fråga om.
Exempel: För 0,680" diametern på detaljen nr 73-8-81 B är senaste
spridningstalet 0,00086", max. och min. måtten äro 0,680" och 0,675"
och antalet regelbundet uttagna föremål som prov är sex (jfr
tredje raden i tabellen).
Den övre kontrollgränsen för medelvärdet blir då
0,680 — 0,00086 X 0,948 = 0,6792"
Den nedre kontrollgränsen
0,675 + 0,00086 X 0,948 = 0,6758"
Kontrollgränsen för variationsvidden
5,08 X 0,00086 = 0,0044"
Om däremot alla kontrolldiagram som höra till detaljen
i fråga skulle visa tillfredsställande mått, anses alla de
detaljer, som ha tillverkats sedan föregående prov togs,
som godtagbara. När man har fått ihop ett parti av dessa
godtagbara detaljer, underkastas hela partiet
stickprovskontroll, som tar fasta på sådana dimensioner, vilka inte
Fig. 3. Kontrolldiagram visande
upptill inprickade mätt (fglida
punkter) jämte tillhörande
medelvärden (punkter med
cirkel), nedtill variationsvidden
(skillnaden mellan högsta och
lägsta värde) för varje prov.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}