
Full resolution (JPEG) - On this page / på denna sida - H. 35. 1 september 1945 - Svensk tillverkning av optiska instrument, av Evert Aulin
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
946
TEKNISK TIDSKRIFT
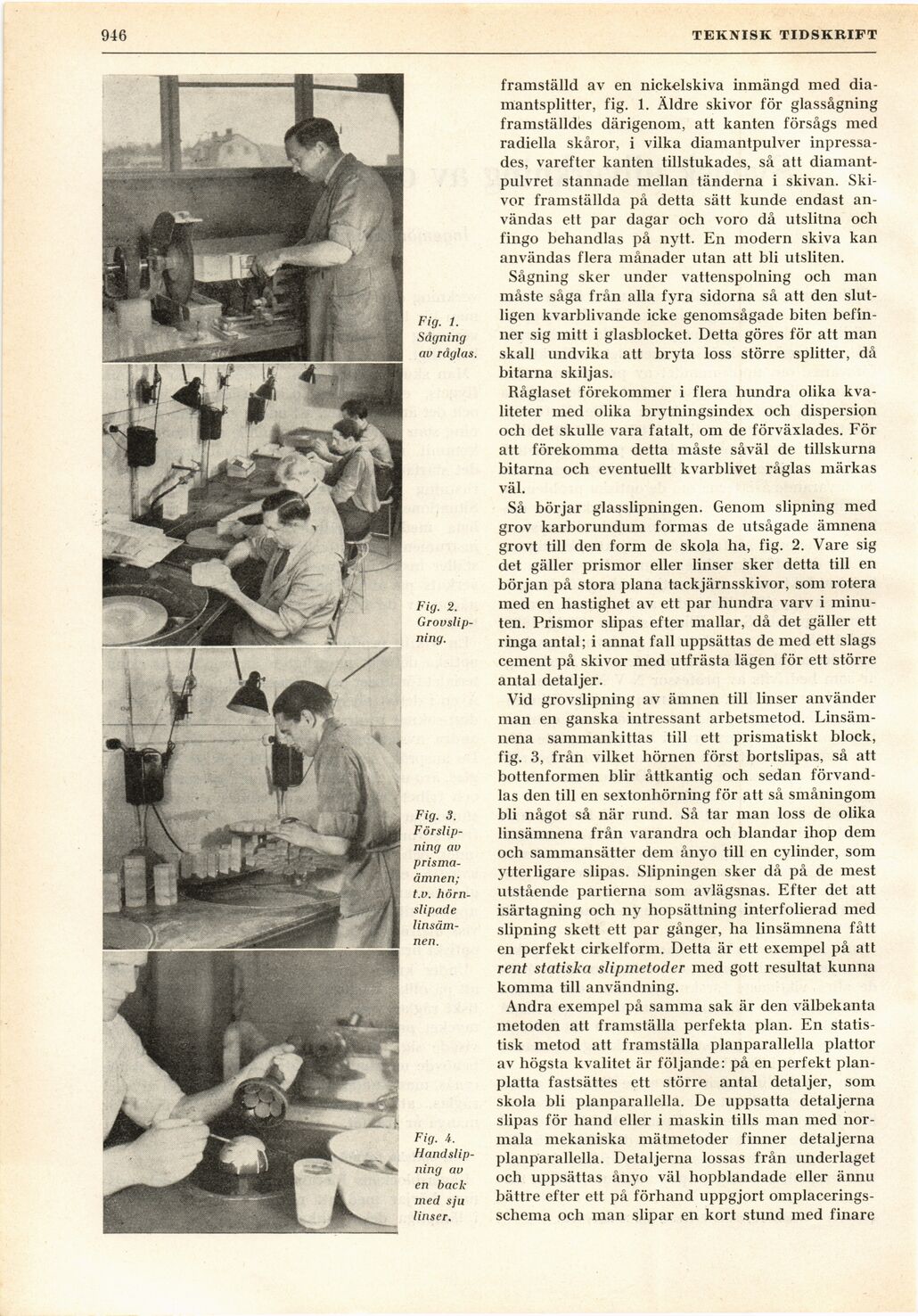
Fig. 1.
Sågning
au råglas.
Fig. 2.
Grovslip-
ning.
Fig. 3. [-Förslip-ning-]
{+Förslip-
ning+} av [-prismaämnen;-]
{+prisma-
ämnen;+}
t.v.
hörn-slipade linsämnen.
Fig. A. [-Handslip-ning-]
{+Handslip-
ning+} av
en back
med sju
linser.
framställd av en nickelskiva inmängd med
diamantsplitter, fig. 1. Äldre skivor för glassågning
framställdes därigenom, att kanten försågs med
radiella skåror, i vilka diamantpulver
inpressades, varefter kanten tillstukades, så att
diamantpulvret stannade mellan tänderna i skivan.
Skivor framställda på detta sätt kunde endast
användas ett par dagar och voro då utslitna och
fingo behandlas på nytt. En modern skiva kan
användas flera månader utan att bli utsliten.
Sågning sker under vattenspolning och man
måste såga från alla fyra sidorna så att den
slutligen kvarblivande icke genomsågade biten
befinner sig mitt i glasblocket. Detta göres för att man
skall undvika att bryta loss större splitter, då
bitarna skiljas.
Råglaset förekommer i flera hundra olika
kvaliteter med olika brytningsindex och dispersion
och det skulle vara fatalt, om de förväxlades. För
att förekomma detta måste såväl de tillskurna
bitarna och eventuellt kvarblivet råglas märkas
väl.
Så börjar glasslipningen. Genom slipning med
grov karborundum formas de utsågade ämnena
grovt till den form de skola ha, fig. 2. Vare sig
det gäller prismor eller linser sker detta till en
början på stora plana tackjärnsskivor, som rotera
med en hastighet av ett par hundra varv i
minuten. Prismor slipas efter mallar, då det gäller ett
ringa antal; i annat fall uppsättas de med ett slags
cement på skivor med utfrästa lägen för ett större
antal detaljer.
Vid grovslipning av ämnen till linser använder
man en ganska intressant arbetsmetod.
Linsämnena sammankittas till ett prismatiskt block,
fig. 3, från vilket hörnen först bortslipas, så att
bottenformen blir åttkantig och sedan
förvandlas den till en sextonhörning för att så småningom
bli något så när rund. Så tar man loss de olika
linsämnena från varandra och blandar ihop dem
och sammansätter dem ånyo till en cylinder, som
ytterligare slipas. Slipningen sker då på de mest
utstående partierna som avlägsnas. Efter det att
isärtagning och ny hopsättning interfolierad med
slipning skett ett par gånger, ha linsämnena fått
en perfekt cirkelform. Detta är ett exempel på att
rent statiska slipmetoder med gott resultat kunna
komma till användning.
Andra exempel på samma sak är den välbekanta
metoden att framställa perfekta plan. En
statistisk metod att framställa planparallella plattor
av högsta kvalitet är följande: på en perfekt
planplatta fastsättes ett större antal detaljer, som
skola bli planparallella. De uppsatta detaljerna
slipas för hand eller i maskin tills man med
normala mekaniska mätmetoder finner detaljerna
planparallella. Detaljerna lossas från underlaget
och uppsättas ånyo väl hopblandade eller ännu
bättre efter ett på förhand uppgjort
omplacerings-schema och man slipar en kort stund med finare
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}