
Full resolution (JPEG) - On this page / på denna sida - H. 46. 17 november 1945 - Utmattningshållfasthet och hålkälskänslighet hos bågsvetsmaterial, av Cyrill Schaub
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
1264
TEKNISK TIDSKRIFT
gå av tabell 3. Som synes äro elektrodmaterialen
OK 48 P och OK 55 P av en högre renhetsgrad
än de två övriga samt uppvisa dessutom högre
slagseghets- och kontraktionsvärden.
Utmattningsprovningen utfördes i en
standardmaskin för roterande böjning. Provet inspändes
i ena änden i maskinen och belastades i den fria
änden med olika viktbelastningar P. Maskinens
hastighet var 2 200 r/m och provningen utfördes
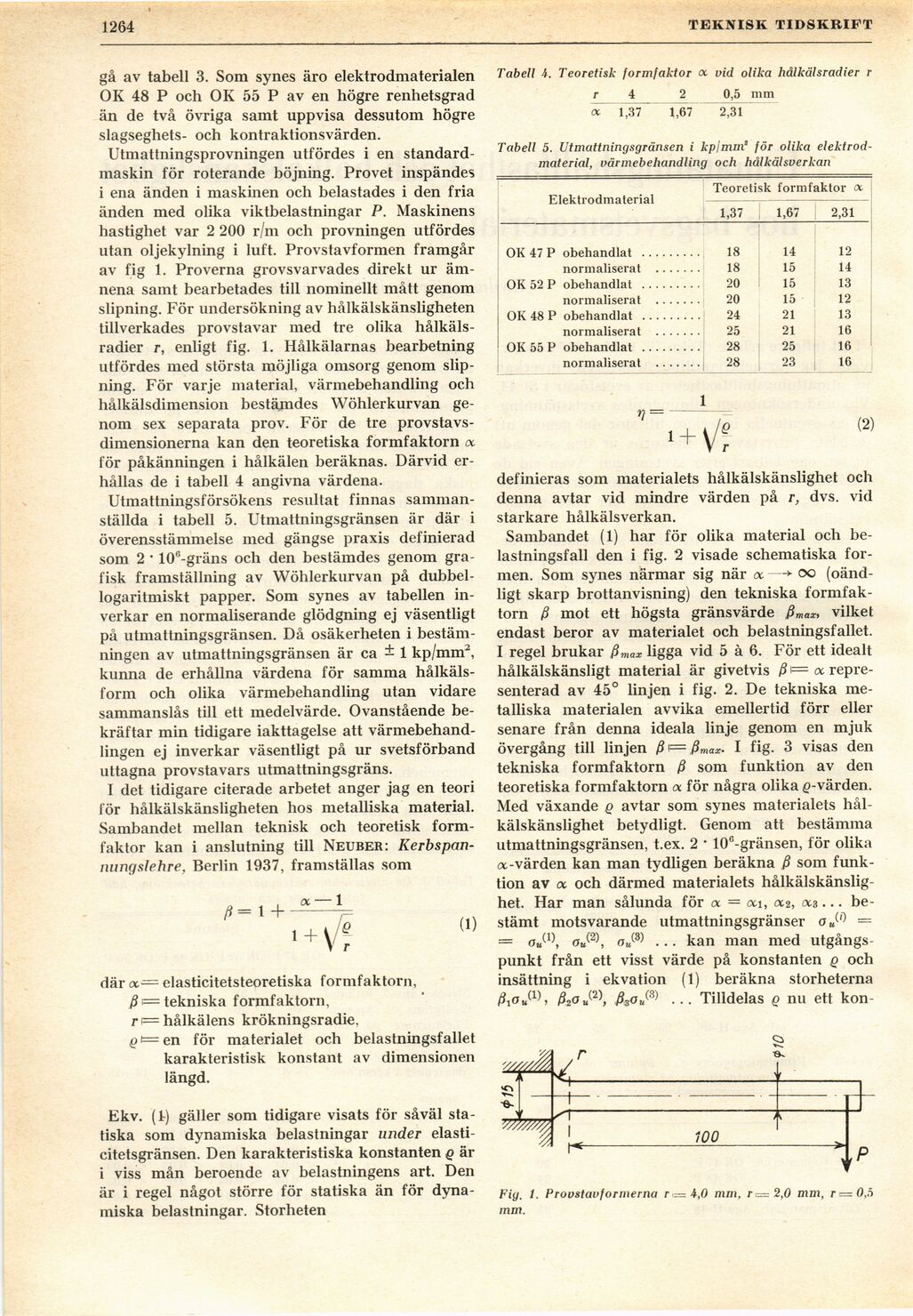
utan oljekylning i luft. Provstavformen framgår
av fig 1. Proverna grovsvarvades direkt ur
ämnena samt bearbetades till nominellt mått genom
slipning. För undersökning av hålkälskänsligheten
tillverkades provstavar med tre olika
hålkäls-radier r, enligt fig. 1. Hålkälarnas bearbetning
utfördes med största möjliga omsorg genom
slipning. För varje material, värmebehandling och
hålkälsdimension bestämdes Wöhlerkurvan
genom sex separata prov. För de tre
provstavs-dimensionerna kan den teoretiska formfaktorn oc
för påkänningen i hålkälen beräknas. Därvid
erhållas de i tabell 4 angivna värdena.
Utmattningsförsökens resultat finnas
sammanställda i tabell 5. Utmattningsgränsen är där i
överensstämmelse med gängse praxis definierad
som 2 ’ 106-gräns och den bestämdes genom
grafisk framställning av Wöhlerkurvan på
dubbel-logaritmiskt papper. Som synes av tabellen
inverkar en normaliserande glödgning ej väsentligt
på utmattningsgränsen. Då osäkerheten i
bestämningen av utmattningsgränsen är ca ± 1 kp/mm2,
kunna de erhållna värdena för samma
hålkäls-form och olika värmebehandling utan vidare
sammanslås till ett medelvärde. Ovanstående
bekräftar min tidigare iakttagelse att
värmebehandlingen ej inverkar väsentligt på ur svetsförband
uttagna provstavars utmattningsgräns.
I det tidigare citerade arbetet änger jag en teori
för hålkälskänsligheten hos metalliska material.
Sambandet mellan teknisk och teoretisk
formfaktor kan i anslutning till Neuber:
Kerbspan-nungslehre, Berlin 1937, framställas som
OC 1
1 +
V £
V T
(1)
där oc= elasticitetsteoretiska formfaktorn,
ß’= tekniska formfaktorn,
r hålkälens krökningsradie,
gt=en för materialet och belastningsfallet
karakteristisk konstant av dimensionen
längd.
Ekv. (1-) gäller som tidigare visats för såväl
statiska som dynamiska belastningar under
elasticitetsgränsen. Den karakteristiska konstanten q är
i viss mån beroende av belastningens art. Den
är i regel något större för statiska än för
dynamiska belastningar. Storheten
Tabell 4. Teoretisk formfaktor oc vid olika hålkälsradier r
r 4 2 0,5 mm
oc
1,37 1,67 2,31
Tabell 5. Utmattningsgränsen i kpjmm’ för olika
elektrod-material, värmebehandling och hålkälsverkan
Elektrodmaterial Teoretisk formfaktor oc 1,37 1,67 2,31
OK 47 P obehandlat ......... 18 14 12
normaliserat ....... 18 15 14
OK 52 P obehandlat ......... 20 15 13
normaliserat ....... 20 15 12
OK 48 P obehandlat ......... 24 21 13
normaliserat ....... 25 21 16
OK 55 P obehandlat ......... 28 25 16 1
normaliserat ....... 28 23 16
n =
(2)
definieras som materialets hålkälskänslighet och
denna avtar vid mindre värden på r, dvs. vid
starkare hålkälsverkan.
Sambandet (1) har för olika material och
belastningsfall den i fig. 2 visade schematiska
formen. Som synes närmar sig när oc oo
(oändligt skarp brottanvisning) den tekniska
formfaktorn ß mot ett högsta gränsvärde ßmax, vilket
endast beror av materialet och belastningsfallet.
I regel brukar ßmax ligga vid 5 à 6. För ett idealt
hålkälskänsligt material är givetvis ß i= oc
representerad av 45° linjen i fig. 2. De tekniska
metalliska materialen avvika emellertid förr eller
senare från denna ideala linje genom en mjuk
övergång till linjen ß^=ßmax. I fig. 3 visas den
tekniska formfaktorn ß som funktion av den
teoretiska formfaktorn a för några olika ^-värden.
Med växande q avtar som synes materialets
hålkälskänslighet betydligt. Genom att bestämma
utmattningsgränsen, t.ex. 2 * 10G-gränsen, för olika
a -värden kan man tydligen beräkna ß som
funktion av oc och därmed materialets
hålkälskänslighet. Har man sålunda för oc = oc i, <%2, oc 3...
bestämt motsvarande utmattningsgränser a«(,) =
kan man med utgångs-
= o.®
Ou’
(2)
(3)
punkt från ett visst värde på konstanten q och
insättning i ekvation (1) beräkna storheterna
/W2), iW3) ... Tilldelas q nu ett kon-
Fig. 1. Provstavformerna r = 4,0 mm, ri=2,0 mm, r — 0,r>
mm.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}