
Full resolution (JPEG) - On this page / på denna sida - H. 6. 9 februari 1946 - Elektrolytisk polering av metaller, av E R—s
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
.9 februari 1946
147
Elektrolytisk polering
av metaller
Användningen av elektrolytisk polering liar på det hela
laget utvecklat sig efter två väldefinierade linjer. Å ena
sidan har den blivit ett betydelsefullt laboratorieverktyg
vid preparering av metallografiska prover, å andra sidan
används den som en industriell metod för att polera
metallytor. Medan metoden kraftigt har utvecklats för
metallografiska ändamål, har dess användning inom
industriella områden hittills begränsats till vissa stålsorter,
särskilt rostfritt stål, samt till nickel och aluminium,
beroende på att användningen av metoden för dessa fall
kan behärskas på ett sätt som gör den ekonomiskt
fördelaktig i jämförelse med de mekaniska poleringsmetoderna.
Teori
De flesta metaller reagerar med elektrolyten, när de
används som anoder i en elektrisk strömkrets. Det finns
naturligtvis undantagsfall, då metallen förblir oförändrad,
t.ex. platina i svavelsyra, i vilket fall endast syre utvecklas
på anodens yta, under det att metallen icke undergår
någon kemisk förändring. I de fall då en reaktion äger
rum med anjoner kan ett av flera ting inträffa beroende
på reaktionsproduktens natur. Om denna är lättlöslig,
kommer ett fortskridande sönderfall av anoden att äga
rum; härpå är upplösningen av koppar i en sur lösning
av kopparsulfat ett välkänt exempel. Om å andra sidan
reaktionsprodukten är olöslig, som t.ex. då silver används
som anod i en kloridlösning, bildas olöslig silverklorid
över anodens yta, vars elektriska motstånd är så kraftigt,
att reaktionen inom kort avstannar. En annan möjlighet
är att det bildas ett lösligt salt, som koncentreras i
närheten av anodens yta, varigenom en tunn, klibbig film
kan bildas, vare elektriska egenskaper kan hindra det
fortsatta sönderfallet av anodmaterialet. Om t.ex. det
elektriska motståndet hos denna hinna är avsevärt
högre än hos elektrolyten kommer strömmen att hejdas
och koncentreras till de delar av anoden, som ligger
utanför den hindrande filmen. På dessa begränsade punkter
blir strömtätheten avsevärt mycket högre än på andra håll
och en motsvarande snabb upplösning av dessa punkter
äger rum. Om vi föreställer oss, att en matt yta består av
en serie av lokala kammar, kommer den process, som
äger rum inom det elektrolytiska systemet, att leda till
ett gradvis avlägsnande av dessa. Man antar att detta är
den princip, som ligger till grund för den elektrolytiska
poleringen.
Denna process är följaktligen helt olika den som äger
rum vid mekanisk polering, då en svagt böljformad amorf
yta bildas. Vid elektrolytisk polering däremot glättas ytan
gradvis, liksom havet polerar de kantiga stenarna på
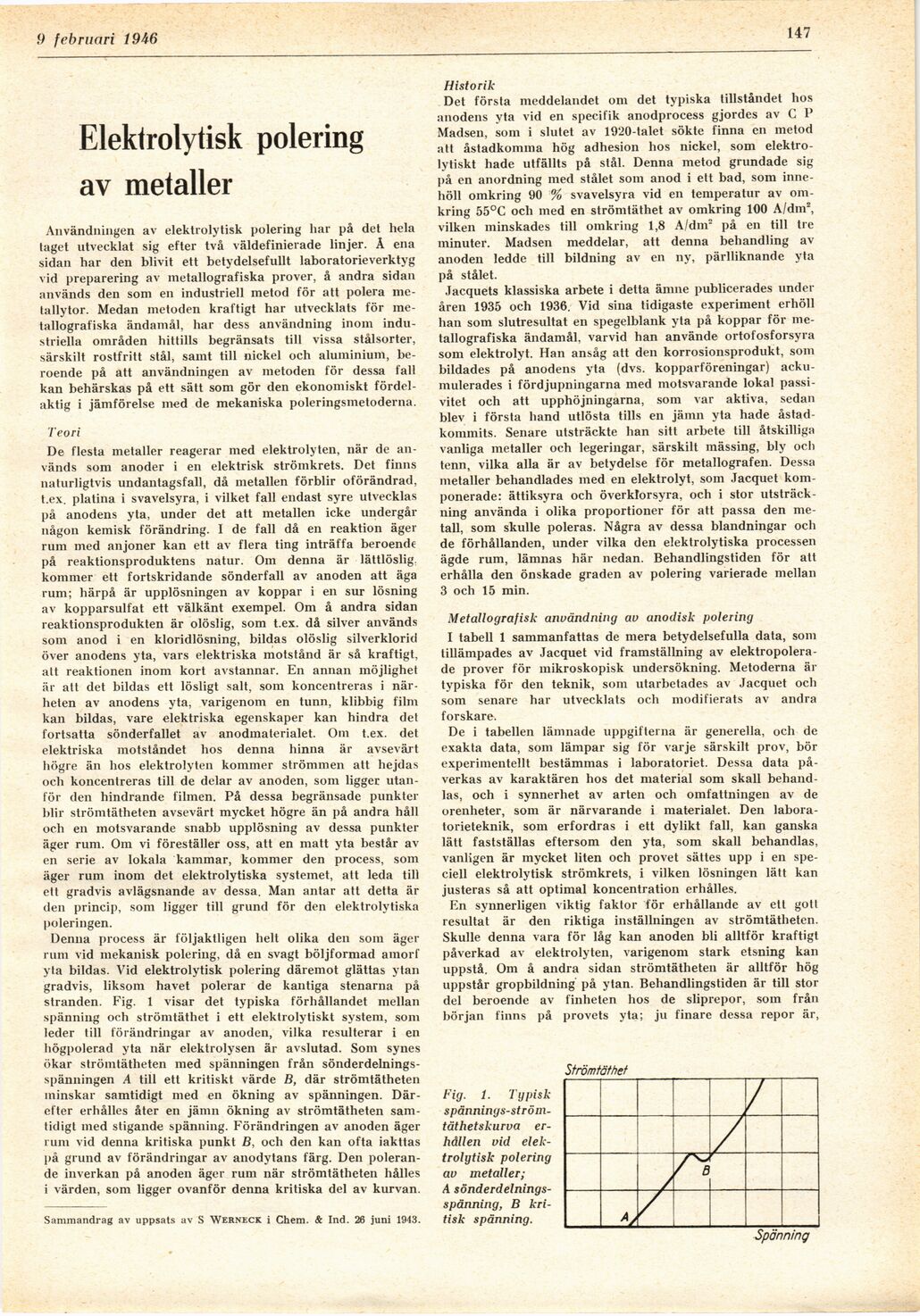
stranden. Fig. 1 visar det typiska förhållandet mellan
spänning och strömtäthet i ett elektrolytiskt system, som
leder till förändringar av anoden, vilka resulterar i en
högpolerad yta när elektrolysen är avslutad. Som synes
ökar strömtätheten med spänningen från
sönderdelnings-spänningen A till ett kritiskt värde B, där strömtätheten
minskar samtidigt med en ökning av spänningen.
Därefter erhålles åter en jämn ökning av strömtätheten
samtidigt med stigande spänning. Förändringen av anoden äger
rum vid denna kritiska punkt B, och den kan ofta iakttas
på grund av förändringar av anodytans färg. Den
polerande inverkan på anoden äger rum när strömtätheten hålles
i värden, som ligger ovanför denna kritiska del av kurvan.
Sammandrag av uppsats av S Werneck i Chem. & Ind. 28 juni 1943.
Historik
Det första meddelandet om det typiska tillståndet hos
anodens yta vid en specifik anodprocess gjordes av C P
Madsen, som i slutet av 1920-talet sökte finna en metod
att åstadkomma hög adhesion hos nickel, som
elektrolytiskt hade utfällts på stål. Denna metod grundade sig
på en anordning med stålet som anod i ett bad, som
innehöll omkring 90 % svavelsyra vid en temperatur av
omkring 55°C och med en strömtäthet av omkring 100 A/dm2,
vilken minskades till omkring 1,8 A/dm2 på en till tre
minuter. Madsen meddelar, att denna behandling av
anoden ledde till bildning av en ny, pärlliknande yta
på stålet.
Jacquets klassiska arbete i detta ämne publicerades under
åren 1935 och 1936. Vid sina tidigaste experiment erhöll
han som slutresultat en spegelblänk yta på koppar för
metallografiska ändamål, varvid han använde ortofosforsyra
som elektrolyt. Han ansåg att den korrosionsprodukt, som
bildades på anodens yta (dvs. kopparföreningar)
ackumulerades i fördjupningarna med motsvarande lokal
passivitet och att upphöjningarna, som var aktiva, sedan
blev i första hand utlösta tills en jämn yta hade
åstadkommits. Senare utsträckte han sitt arbete till åtskilliga
vanliga metaller och legeringar, särskilt mässing, bly och
tenn, vilka alla är av betydelse för metallografen. Dessa
metaller behandlades med en elektrolyt, som Jacquet
komponerade: ättiksyra och överklorsyra, och i stor
utsträckning använda i olika proportioner för att passa den
metall, som skulle poleras. Några av dessa blandningar och
de förhållanden, under vilka den elektrolytiska processen
ägde rum, lämnas här nedan. Behandlingstiden för att
erhålla den önskade graden av polering varierade mellan
3 och 15 min.
Metallografisk användning av anodisk polering
I tabell 1 sammanfattas de mera betydelsefulla data, som
tillämpades av Jacquet vid framställning av
elektropolera-de prover för mikroskopisk undersökning. Metoderna är
typiska för den teknik, som utarbetades av Jacquet och
som senare har utvecklats och modifierats av andra
forskare.
De i tabellen lämnade uppgifterna är generella, och de
exakta data, som lämpar sig för varje särskilt prov, bör
experimentellt bestämmas i laboratoriet. Dessa data
påverkas av karaktären hos det material som skall
behandlas, och i synnerhet av arten och omfattningen av de
orenheter, som är närvarande i materialet. Den
laboratorieteknik, som erfordras i ett dylikt fall, kan ganska
lätt fastställas eftersom den yta, som skall behandlas,
vanligen är mycket liten och provet sättes upp i en
speciell elektrolytisk strömkrets, i vilken lösningen lätt kan
justeras så att optimal koncentration erhålles.
En synnerligen viktig faktor för erhållande av ett gott
resultat är den riktiga inställningen av strömtätheten.
Skulle denna vara för låg kan anoden bli alltför kraftigt
påverkad av elektrolyten, varigenom stark etsning kan
uppstå. Om å andra sidan strömtätheten är alltför hög
uppstår gropbildning på ytan. Behandlingstiden är till stor
del beroende av finheten hos de sliprepor, som från
början finns på provets yta; ju finare dessa repor är,
Fig. 1. Typisk [-spännings-ström-täthetskurva erhållen-]
{+spännings-ström-
täthetskurva er-
hållen+} vid
elektrolytisk polering
av metaller;
A
sönderdelnings-spänning, B
kritisk spänning.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}