
Full resolution (JPEG) - On this page / på denna sida - H. 6. 9 februari 1946 - Elektrolytisk polering av metaller, av E R—s
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
.9 februari 1946
161
Faktum är att lösningen äger mindre ledningsförmåga än
syran ensam, och det är därför möjligt att metalliska
föreningar, som uppstår av denna komplexa förening, kan
bilda en hinna över anoden, vilken har större
polerings-förmåga än syran ensam.
Lämpliga elektrolyter
Det har redan framhållits att i en elektrolyt baserad på
svavelsyra, sulfater bildas, vilka är mycket mindre lösliga
än motsvarande fosfater, vilka har bildats i
fosforsyrabadet. Som en följd härav är det skikt, som är närmast
anodytan, icke så klibbigt, ocli därför är
koncentrationsstegringen i motsvarande grad lägre. Icke desto mindre
görs det gällande i fråga om elektrolyter baserade på
sulfater att verkan vid anoden är fullt tillräcklig för att
åstadkomma högpolerade ytor, särskilt om någon lämplig
organisk förening sedan som citronsyra har tillsats. Sådana
lösningar åstadkommer faktiskt goda resultat till en
början; i vad mån de reaktionsprodukter, som utfälles
och som så småningom bildar ett siam på cellens botten,
inverkar på poleringsgraden, är det vanskligt att yttra sig
om. Sådana bad har emellertid använts i Amerika under
mycket långa tidsperioder i praktisk drift, och det påstås,
att de alltigenom har lämnat goda resultat.
De som använder dessa slag av elektrolyter påstår i själva
verket att den omständigheten, att de salter som bildas i
lösningen är olösliga, medför betydande fördelar. Det
har påpekats, att de utfällda sulfaterna utan svårighet
kan avlägsnas ur cellen tid efter annan. Dessutom
påstås det, att den omständigheten, att lösningen på detta
sätt från tid till annan kan renas från
reaktionsproduktens förgiftande inverkan, är en värdefull faktor vid
höjandet av livslängden hos denna typ av bad. Det tycks
verkligen vara ett faktum, att lösliga fosfater i lösningar
av fosforsyratyper med tiden höjer lösningens motstånd,
varigenom det blir nödvändigt att höja spänningen för att
erhålla strömtäthet. Detta motverkas genom tillsats av
fosforsyra, och även om denna förorsakar ett
spänningsfall blir detta dock icke så stort, så att den ursprungligen
använda spänningen räcker. Resultatet blir därför en
fortskridande försämring, och till följd härav är troligen
fosforsyralösningens livslängd betydligt kortare än den som
gäller för svavelsyraelektrolyter. Det har gjorts gällande,
att den senare typen av lösning skulle ha varit i bruk
under så långt tid som två år, utan att något fullständigt
utbyte av ingredienserna skulle ha varit nödvändig;
lösningen har endast fyllts på från tid till annan för
ersättning av det utfällda sulfatet och förlusterna förorsakade
av vätskans vidhäftning vid godset. Vid det px-aktiska
arbetet är det uppenbarligen av allra största vikt att ha så
likformig spänning och strömtäthet som möjligt, och ökat
motstånd hos lösningen och stigande spänning påverkar
vanligen den poleringsgrad, som kan uppnås vid
anodytan, på så sätt att poleringsgraden kontinuerligt minskar.
Icke desto mindre har installationer av båda typerna av
elektrolyter nu varit i drift i kommersiell skala
tillräckligt länge för att visa, att de båda lämnar den erforderliga
graden av kontroll och spelrum beträffande
driftförhållandena, att de med trygghet kan användas i industriell
drift. Det är därför sannolikt, att de även i framtiden
kommer att användas i ökad omfattning.
Praktiska resultat
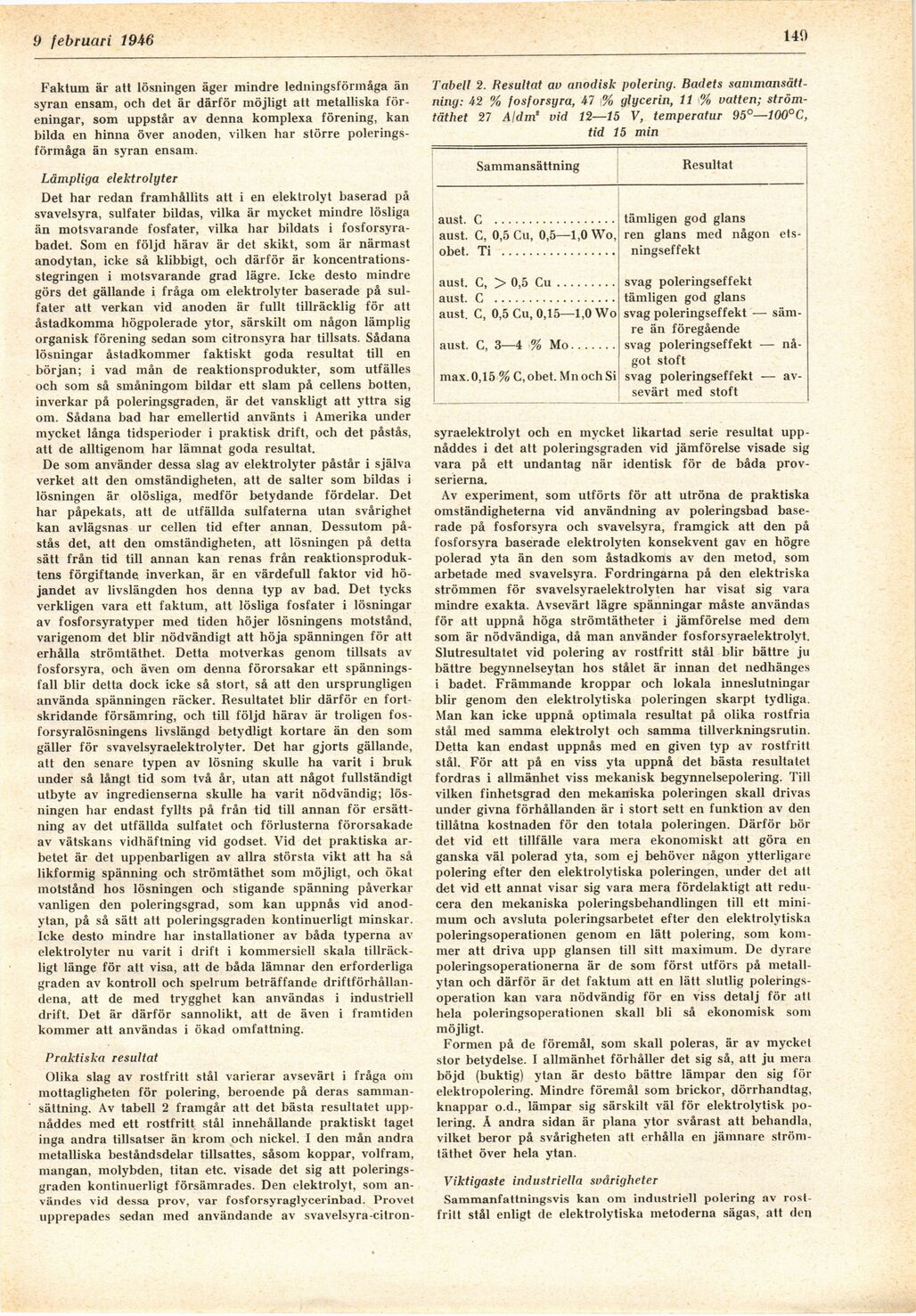
Olika slag av rostfritt stål varierar avsevärt i fråga om
mottagligheten för polering, beroende på deras
sammansättning. Av tabell 2 framgår att det bästa resultatet
uppnåddes med ett rostfritt stål innehållande praktiskt taget
inga andra tillsatser än krom och nickel. I den mån andra
metalliska beståndsdelar tillsattes, såsom koppar, volfram,
mangan, molybden, titan etc. visade det sig att
poleringsgraden kontinuerligt försämrades. Den elektrolyt, som
användes vid dessa prov, var fosforsyraglycerinbad. Provet
upprepades sedan med användande av svavelsyra-citron-
Tabell 2. Resultat av anodisk polering. Badets
sammansättning: 42 % fosforsyra, 47 % glycerin, 11 % vatten;
ström-täthet 27 AI dm’ vid 12—15 V, temperatur 95°—100°C,
tid 15 min
Sammansättning Resultat i
aust. C .................. tämligen god glans
aust. C, 0,5 Cu, 0,5—1,0 Wo, ren glans med någon ets-
obet. Ti ................. ningseffekt
aust. C, >0,5 Cu......... svag poleringseffekt
aust. C .................. tämligen god glans
aust. C, 0,5 Cu, 0,15—1,0 Wo svag poleringseffekt —
sämre än föregående
aust. C, 3—4 % Mo....... svag poleringseffekt —
något stoft
max. 0,15 % C, obet. Mnoch Si svag poleringseffekt —
avsevärt med stoft
syraelektrolyt och en mycket likartad serie resultat
uppnåddes i det att poleringsgraden vid jämförelse visade sig
vara på ett undantag när identisk för de båda
provserierna.
Av experiment, som utförts för att utröna de praktiska
omständigheterna vid användning av poleringsbad
baserade på fosforsyra och svavelsyra, framgick att den på
fosforsyra baserade elektrolyten konsekvent gav en högre
polerad yta än den som åstadkoms av den metod, som
arbetade med svavelsyra. Fordringarna på den elektriska
strömmen för svavelsyraelektrolyten har visat sig vara
mindre exakta. Avsevärt lägre spänningar måste användas
för att uppnå höga strömtätheter i jämförelse med dem
som är nödvändiga, då man använder fosforsyraelektrolyt.
Slutresultatet vid polering av rostfritt stål blir bättre ju
bättre begynnelseytan hos stålet är innan det nedhänges
i badet. Främmande kroppar och lokala inneslutningar
blir genom den elektrolytiska poleringen skarpt tydliga.
Man kan icke uppnå optimala resultat på olika rostfria
stål med samma elektrolyt och samma tillverkningsrutin.
Detta kan endast uppnås med en given typ av rostfritt
stål. För att på en viss yta uppnå det bästa resultatet
fordras i allmänhet viss mekanisk begynnelsepolering. Till
vilken finhetsgrad den mekaniska poleringen skall drivas
under givna förhållanden är i stort sett en funktion av den
tillåtna kostnaden för den totala poleringen. Därför
höidet vid ett tillfälle vara mera ekonomiskt att göra en
ganska väl polerad yta, som ej behöver någon ytterligare
polering efter den elektrolytiska poleringen, under det att
det vid ett annat visar sig vara mera fördelaktigt att
reducera den mekaniska poleringsbehandlingen till ett
minimum och avsluta poleringsarbetet efter den elektrolytiska
poleringsoperationen genom en lätt polering, som
kommer att driva upp glansen till sitt maximum. De dyrare
poleringsoperationerna är de som först utförs på
metallytan och därför är det faktum att en lätt slutlig
polerings-operation kan vara nödvändig för en viss detalj för att
hela poleringsoperationen skall bli så ekonomisk som
möjligt.
Formen på de föremål, som skall poleras, är av mycket
stor betydelse. I allmänhet förhåller det sig så, att ju mera
böjd (buktig) ytan är desto bättre lämpar den sig för
elektropolering. Mindre föremål som brickor, dörrhandtag,
knappar o.d., lämpar sig särskilt väl för elektrolytisk
polering. Å andra sidan är plana ytor svårast att behandla,
vilket beror på svårigheten att erhålla en jämnare
strömtäthet över hela ytan.
Viktigaste industriella svårigheter
Sammanfattningsvis kan om industriell polering av
rostfritt stål enligt de elektrolytiska metoderna sägas, att den
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}