
Full resolution (JPEG) - On this page / på denna sida - H. 10. 9 mars 1946 - Principer vid produktionsplanering inom den mekaniska verkstadsindustrin, av Harald Ager
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
236
\ TEKNISK TIDSKRIFT
Den första etappen i tillverkningsplaneringen är
alltså behandlingen av kundorder samt
interna behovsrapporter, ersättningsbeställningar och
driftbeställningar. I fig. 3 visas en översikt av de
olika typerna av order. Vi ha dels tillverkning
efter kundorder, dels lagerorder och dels
ersättningsorder. Med kundorder menas, att
tillverkningen igångsättes, först sedan ordern inkommit,
under det att lagerorderna avse att
färdigprodukter ständigt finnas tillgängliga i lager för direkt
leverans. Ersättningsorderna utskrivas för att
komplettera kundorder eller lagerorder, som fått
avbränningar t.ex. genom kassation. Driftorderna
kunna t.ex. avse verktyg och experiment.
(Anläggningsorder ha för fullständighetens skull
medtagits, men dessa utfärdas endast vid
nyanskaffningar eller nytillverkningar av sådana
produkter, som sedermera komma att tillföras
företaget såsom en tillgång.)
Dessa olika order kunna nu behandlas på skilda
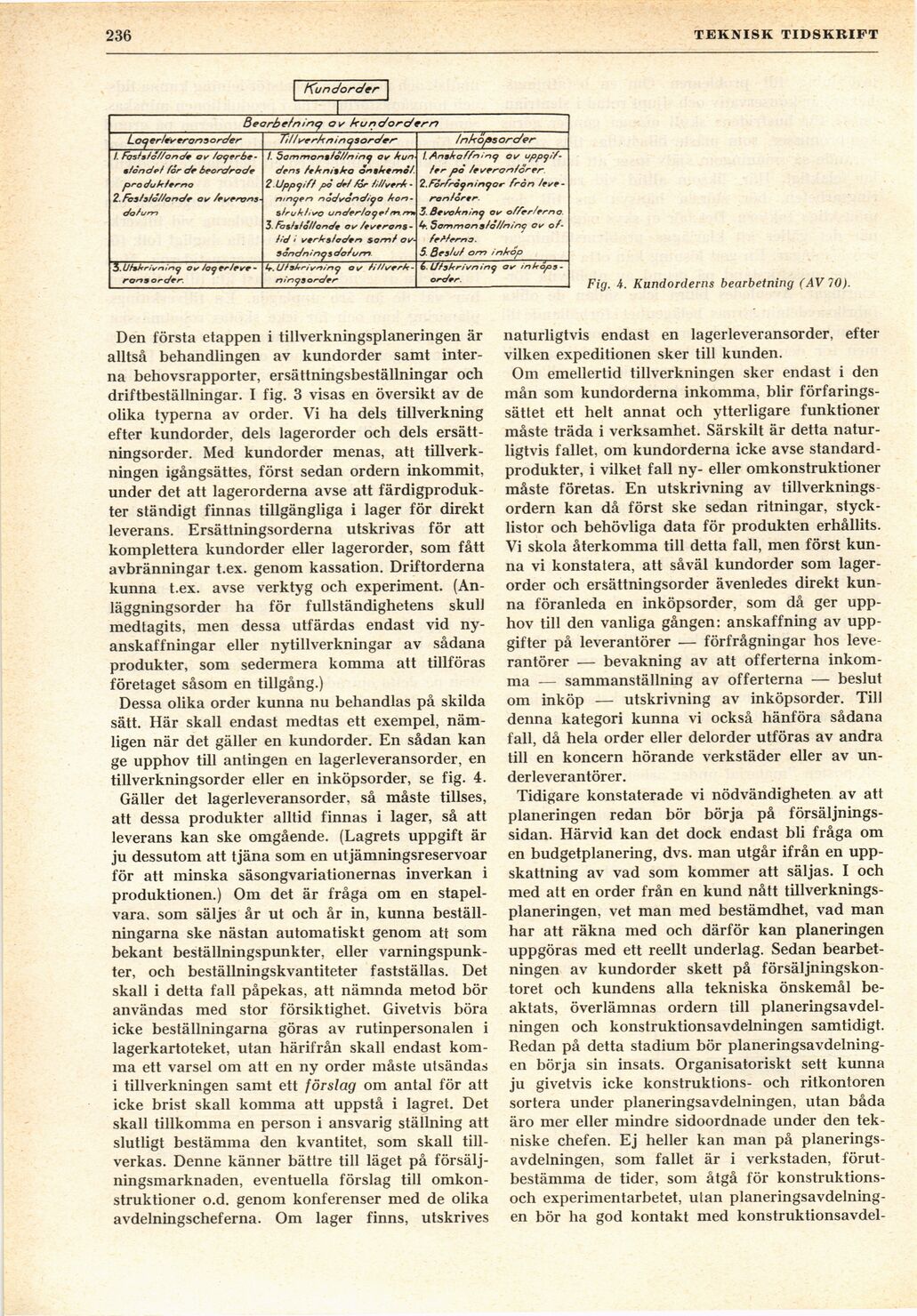
sätt. Här skall endast medtas ett exempel,
nämligen när det gäller en kundorder. En sådan kan
ge upphov till antingen en lagerleveransorder, en
tillverkningsorder eller en inköpsorder, se fig. 4.
Gäller det lagerleveransorder, så måste tillses,
att dessa produkter alltid finnas i lager, så att
leverans kan ske omgående. (Lagrets uppgift är
ju dessutom att tjäna som en utjämningsreservoar
för att minska säsongvariationernas inverkan i
produktionen.) Om det är fråga om en
stapel-vara, som säljes år ut och år in, kunna
beställningarna ske nästan automatiskt genom att som
bekant beställningspunkter, eller
varningspunkter, och beställningskvantiteter fastställas. Det
skall i detta fall påpekas, att nämnda metod bör
användas med stor försiktighet. Givetvis böra
icke beställningarna göras av rutinpersonalen i
lagerkartoteket, utan härifrån skall endast
komma ett varsel om att en ny order måste utsändas
i tillverkningen samt ett förslag om antal för att
icke brist skall komma att uppstå i lagret. Det
skall tillkomma en person i ansvarig ställning att
slutligt bestämma den kvantitet, som skall
tillverkas. Denne känner bättre till läget på
försäljningsmarknaden, eventuella förslag till
omkon-struktioner o.d. genom konferenser med de olika
avdelningscheferna. Om lager finns, utskrives
Fig. 4. Kundorderns bearbetning (AV 70).
naturligtvis endast en lagerleveransorder, efter
vilken expeditionen sker till kunden.
Om emellertid tillverkningen sker endast i den
mån som kundorderna inkomma, blir
förfaringssättet ett helt annat och ytterligare funktioner
måste träda i verksamhet. Särskilt är detta
naturligtvis fallet, om kundorderna icke avse
standardprodukter, i vilket fall ny- eller omkonstruktioner
måste företas. En utskrivning av
tillverknings-ordern kan då först ske sedan ritningar,
stycklistor och behövliga data för produkten erhållits.
Vi skola återkomma till detta fall, men först
kunna vi konstatera, att såväl kundorder som
lagerorder och ersättningsorder ävenledes direkt
kunna föranleda en inköpsorder, som då ger
upphov till den vanliga gången: anskaffning av
uppgifter på leverantörer — förfrågningar hos
leverantörer — bevakning av att offerterna
inkomma — sammanställning av offerterna — beslut
om inköp — utskrivning av inköpsorder. Till
denna kategori kunna vi också hänföra sådana
fall, då hela order eller delorder utföras av andra
till en koncern hörande verkstäder eller av
underleverantörer.
Tidigare konstaterade vi nödvändigheten av att
planeringen redan bör börja på
försäljningssidan. Härvid kan det dock endast bli fråga om
en budgetplanering, dvs. man utgår ifrån en
uppskattning av vad som kommer att säljas. I och
med att en order från en kund nått
tillverknings-planeringen, vet man med bestämdhet, vad man
har att räkna med och därför kan planeringen
uppgöras med ett reellt underlag. Sedan
bearbetningen av kundorder skett på
försäljningskontoret och kundens alla tekniska önskemål
beaktats, överlämnas ordern till
planeringsavdelningen och konstruktionsavdelningen samtidigt.
Redan på detta stadium bör
planeringsavdelningen börja sin insats. Organisatoriskt sett kunna
ju givetvis icke konstruktions- och ritkontoren
sortera under planeringsavdelningen, utan båda
äro mer eller mindre sidoordnade under den
tekniske chefen. Ej heller kan man på
planeringsavdelningen, som fallet är i verkstaden,
förutbestämma de tider, som åtgå för
konstruktions-och experimentarbetet, utan
planeringsavdelningen bör ha god kontakt med konstruktionsavdel-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}